قطعات ساخته شده با فرآیند سیم EDM برای ماشینکاری مواد رسانا در امور پزشکی، شیمیایی، الکترونیک، نفت و گاز، قالب ، ساخت ، خودرو، هوانوردی، فضا – تقریباً در هر مکانی ، استفاده می شود.
مزایای Wire EDM
الف. مراحل تولید
نسل جدید ماشینهای EDM سیمی با سرعت بالا، قطعات زیادی را به صرفهتر از ماشینکاری معمولی تولید میکند. شکل زیررا ببینید. یک مزیت اضافی با سیم EDM این است که تلرانس های نزدیک را می توان بدون هزینه اضافی و بدون فرز نگه داشت.
ب. اشکال و اندازه های مختلف
با تکنولوژی سیم EDM، هر طرح و مخروطی را می توان دقیقاً ماشین کاری کرد. همچنین می توان بخش های بسیار نازکی ایجاد کرد زیرا الکترود سیم هرگز با مواد بریده شده تماس نمی گیرد. سیم وایرکات یک فرآیند غیر تماسی و حذف فلز است که تنش برش را حذف می کند. اگر هر انحراف و صدای نامفهومی وجود داشته باشد، به دلیل تنش هایی که در ماده ای که EDM شده است میباشد.
ج. دقت و پرداخت
مسیر سیم توسط یک برنامه تولید شده توسط کامپیوتر CNC با دقت قطعات تا +/-.0001 اینچ (0.0025 میلی متر) کنترل می شود، و برخی از ماشین ها به سطحی بسیار کمتر از 12 rms می رسند. سوراخ های رولپلاک را می توان با سیم EDM تولید کرد. شکل زیررا ببینید، نمونه ای که در آن شابلون های دقیق EDM شده بودند.
د. فرآیندهای ماشینکاری اضافی حذف می شوند
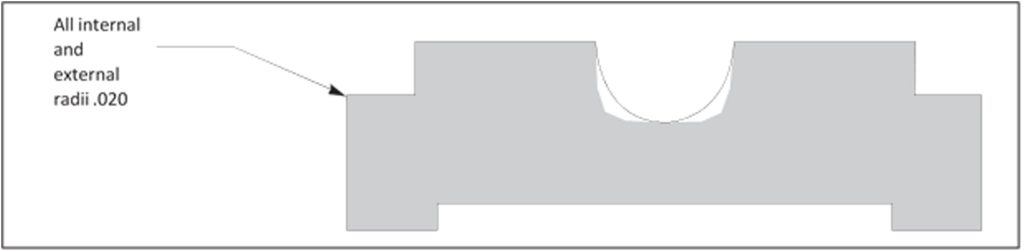
پرداخت بسیار ظریف حاصل از فرآیند استاندارد سیم وایرکات ، اغلب نیاز به سنگ زنی یا سایر مراحل تکمیل را از بین می برد. هنگام استفاده از سیم وایر کات، نباید در افزودن شعاع های کوچک ، مانند سوراخ کردن لبه ها تردید کرد .
ه. ماشینکاری بدون برش و کاملاً مستقیم
مواد مهر شده دارای لبه های مخروطی هستند. مواد برش سیم کاملاً بدون سوراخ، صاف هستند.
و. قطعات آسیب دیده را می توان با جا سازی تعمیر کرد
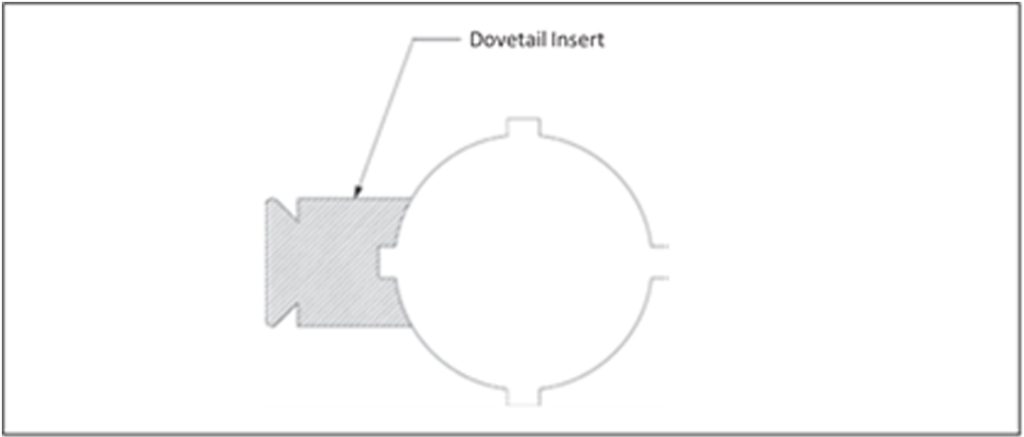
EDM به جای نیاز به بازسازی قطعه اجازه می دهد تا قالب یا قطعه ماشین آسیب دیده با یک جا سازی تعمیر شود. یک قطعه را می توان EDM کرد و با یک پیچ نگه داشت، یا می توان یک قطعه مخروطی تولید کرد تا بتوان آن را جا انداخت .
ز. نیاز کمتر به صنعتگران ماهر
از آنجایی که سیم EDM اغلب فرآیندهای ماشینکاری و زمان بر را حذف می کند، نیاز به صنعتگران ماهر را کاهش می دهد.
ح. سختی مواد یک عامل نیست
توانایی برش سیم EDM تحت تأثیر سختی قطعه کار قرار نمی گیرد. در واقع، D2 سخت شده را سریعتر از فولاد رول سرد برش میتوان برش داد. مزیت برش مواد در حالت سخت شده این است که خطر پیچیدگی و انحراف ایجاد شده در هنگام نیاز به عملیات حرارتی را از بین می برد.
EDM حداقل گرما را به مواد وارد می کند و مقدار کمی از گرمای تولید شده به سرعت توسط سیال دی الکتریک حذف می شود.
ط. محاسبات توسط کامپیوتر
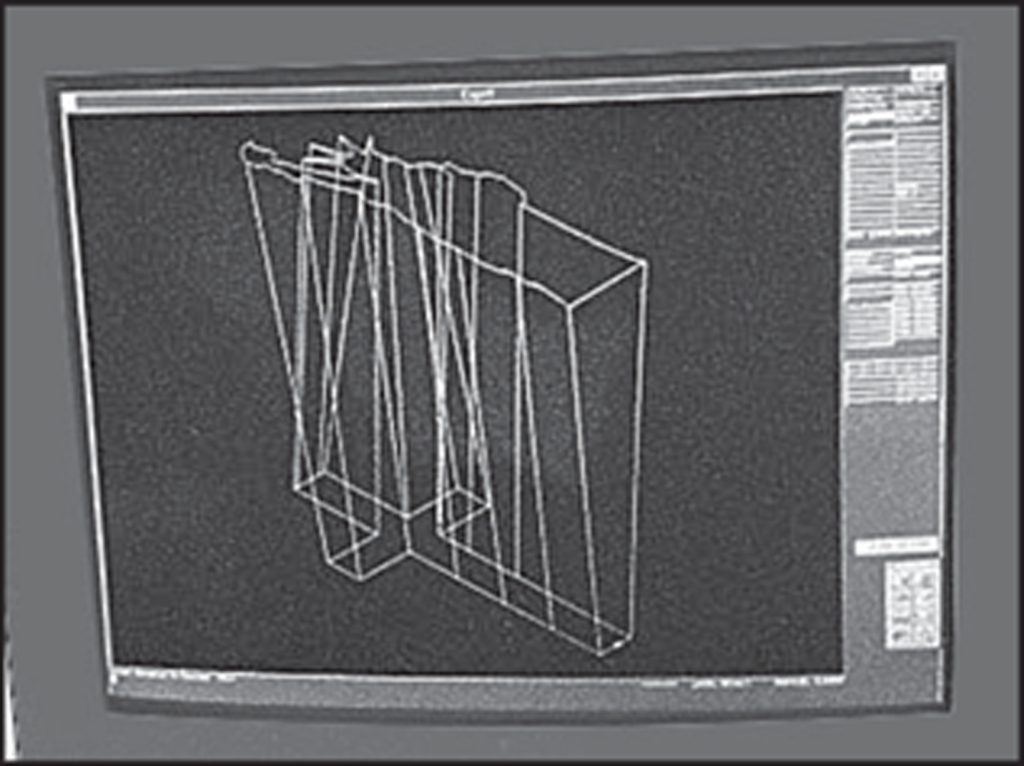
از آنجایی که رایانهها مسیر را برای سیم EDM برنامهریزی میکنند، معمولاً فقط ابعاد ریاضی اولیه مورد نیاز است. همچنین ، برنامههای کامپیوتری میتوانند به طور خودکار نقاط ترکیب را محاسبه کنند. شکل زیر را ببینید.
ی. دیجیتالی کردن امکان پذیر است
همیشه لازم نیست که ابعاد دقیق یک نقشه یا یک قطعه داشته باشیم. با استفاده از دیجیتالی کردن، می توان یک برنامه را مستقیماً از یک طرح یا از قسمتی که قبلاً تولید شده بود، ساخت.
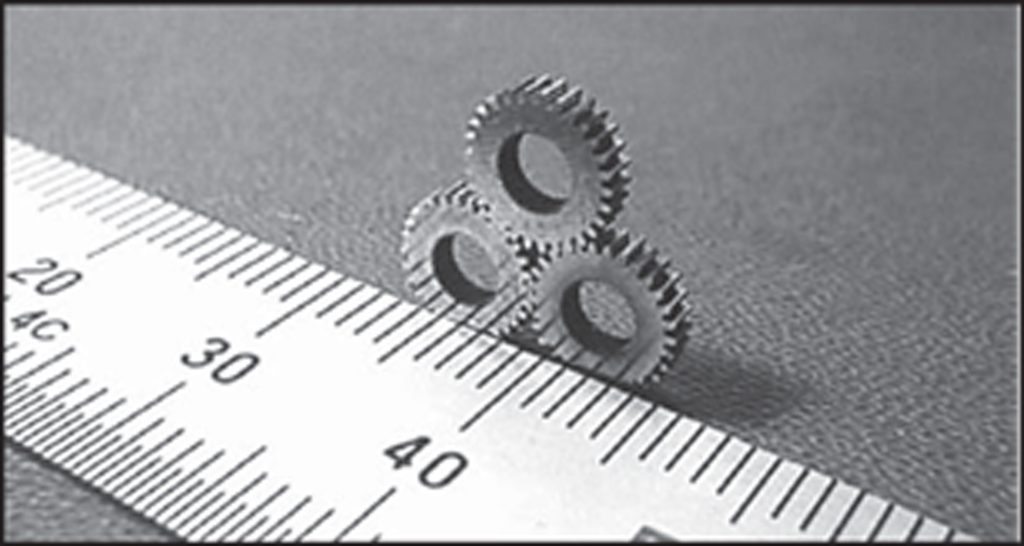
ک. کوچک سازی قطعات
Wire EDM میتواند تارهای نازک را با دقت بسیار بالا ماشینکاری کند و شعاعهای داخل و خارج را با روکشهای میکرو ظریف ببندد. برخی از سیم های میکرو از 6.35 اینچ (.25 میلی متر) تا 5.08:” (.20 میلی متر) متغیر است.
ل. ماشینکاری با نازل های دور از قطعه کار
قطعات را می توان EDM کرد، حتی زمانی که نازل های فلاش مستقیماً روی قطعه کار قرار ندارند. به دلیل فشار کمتر آب در برش، این فرآیند کندتر است، اما برای بسیاری از مشاغل همچنان مقرون به صرفه است.
م. قابلیت تکرار
قابلیت تکرارسیم EDM یکی از مزایای بزرگ آن است. از آنجایی که برنامه ها توسط کامپیوتر تولید می شوند و الکترود سیم به طور مداوم از یک قرقره تغذیه می شود و فقط یک بار استفاده می شود، قسمت آخر مشابه قسمت اول است. سایش برش ماشینکاری معمولی با سیم EDM وجود ندارد. به همین دلیل، تلرانس های ماشینکاری سخت تر را می توان بدون هزینه اضافی حفظ کرد.
قطعات برای Wire EDM
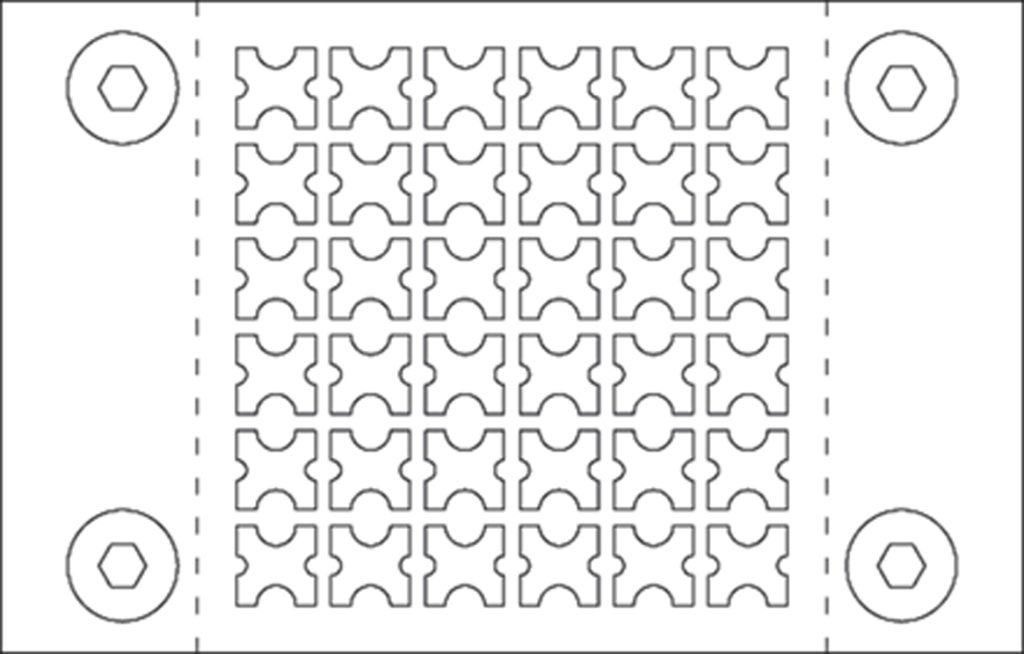
الف. سنج ها و الگوهای دقیق
همانطور که در شکل 3:13 و 14 نشان داده شده است، از برنامه های کامپیوتری تولید شده برای سیم EDM به جای روش های پرهزینه سنگ زنی برای تولید گیج ها و قالب های دقیق استفاده می شود. هزینه تولید آنها
ب. keyways در مقابل Broaching
همانطور که در شکل 3:15 نشان داده شده است، Wire EDM به راحتی کلیدهای دقیق را برش می دهد. همچنین بدون نیاز به ایجاد براچ های خاص، حتی از مواد در حالت سخت شده، هگز، اسپلاین و اشکال دیگر تولید می کند.
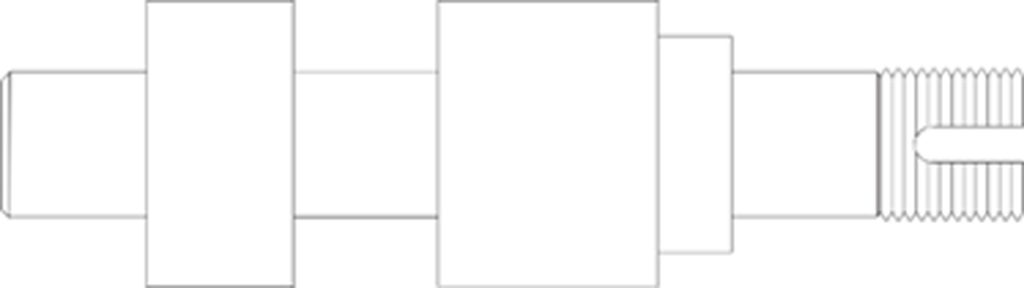
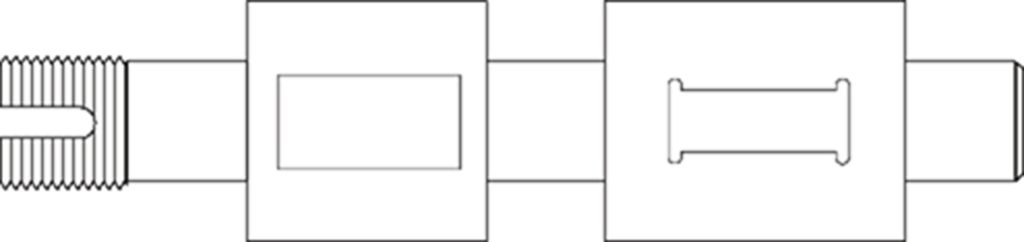
ج. شکاف های شفت
به جای ایجاد یک راه اندازی پرهزینه برای ماشینکاری یک شکاف در یک شفت، می توان یک راه اندازی ساده را روی یک دستگاه EDM سیمی انجام داد. علاوه بر صرفه جویی در زمان، EDM هیچ سوراخی در ناحیه رزوه ای ایجاد نمی کند.
د. Collets
ماشینکاری معمولی اغلب کولت ها را منحرف می کند. اگر کولت ها پس از ماشین کاری تحت عملیات حرارتی قرار گیرند، اغلب انحراف بیشتری پیدا می کنند. در مقابل، سیم EDM می تواند کلت ها را در شرایط سخت شده و بدون هیچ فشار برشی ماشین کاری کند
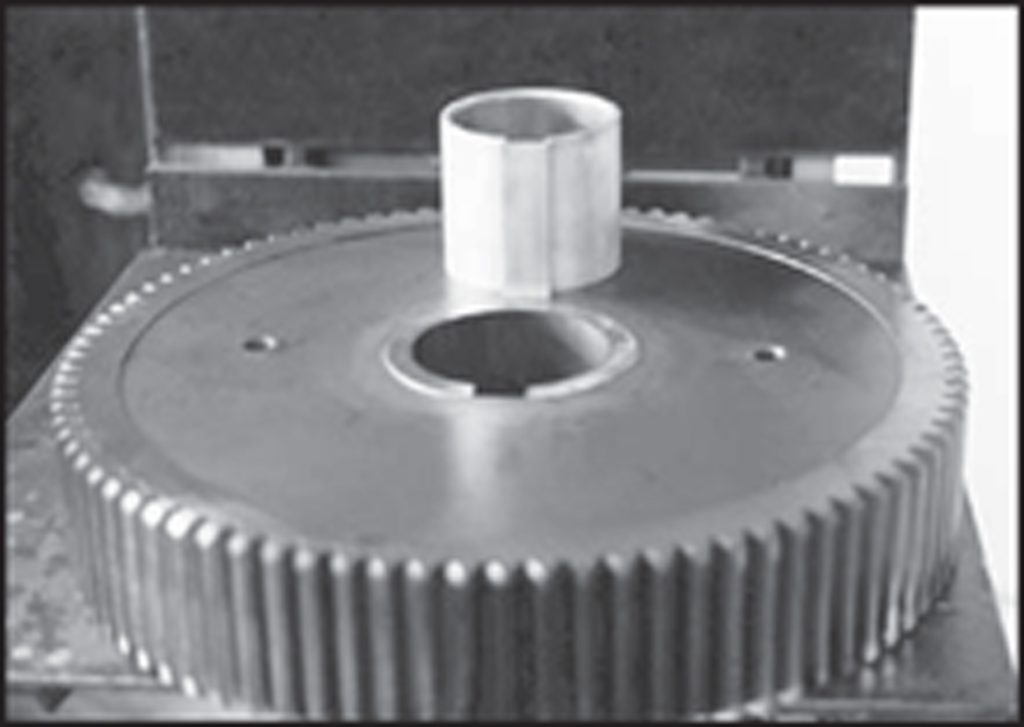
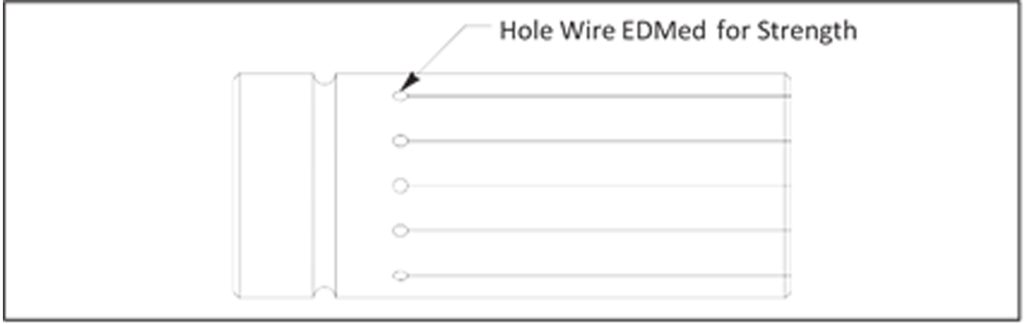
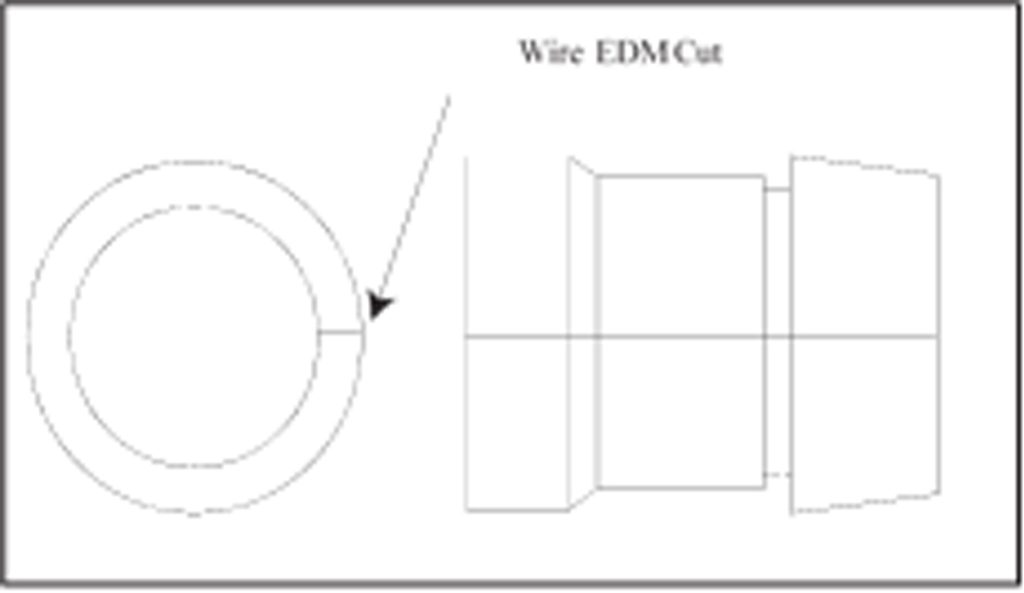
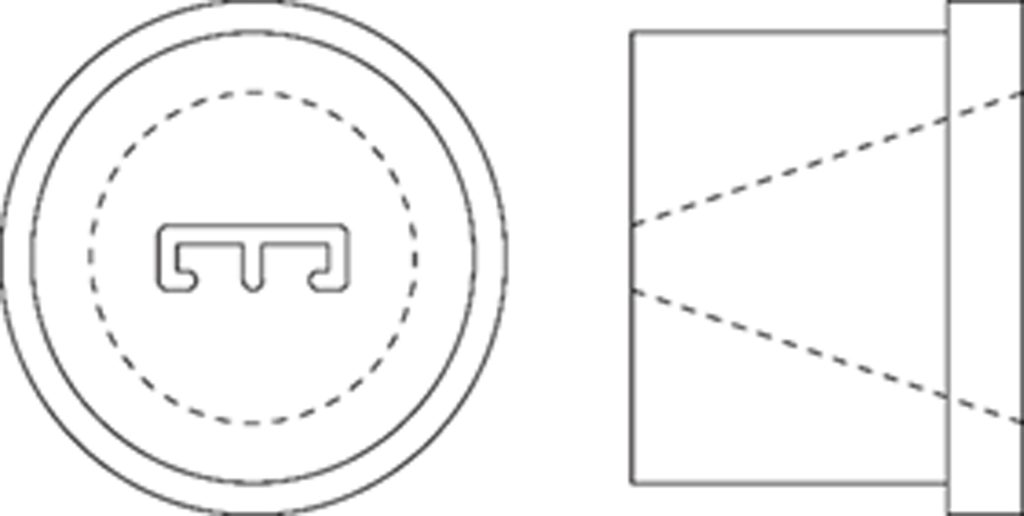
ه. لوله ها و شفت های جدا کننده
به دلیل شکاف کوچکی که توسط سیم EDM ایجاد میشود، یک سیم 0.012 اینچی (0.30 میلیمتر) یک شکاف 0.016 اینچی (.41 میلیمتر) ایجاد میکند (سیمهای نازکتری نیز میتوان استفاده کرد) – لولهها، شفتها و قفسهای یاتاقان میتوانند همانطور که در شکل 3:18 نشان داده شده است، پس از اتمام ماشینکاری، جدا شوند.
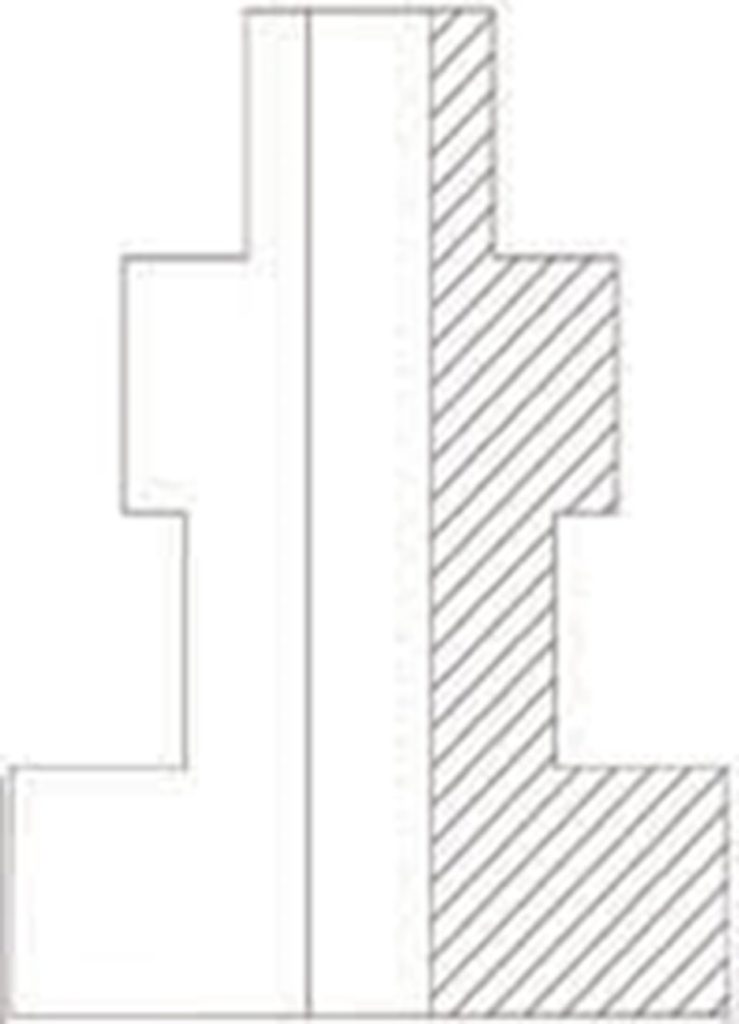
و. جیب شفت
هر جیب شکلی که از شفت عبور می کند را می توان با سیم EDM ماشینکاری کرد. شکل 3:19 را ببینید.
ز. ساخت الکترودهای گرافیتی برای Ram EDM
الکترودهای گرافیتی برای ram EDM را می توان با سیم EDM ماشینکاری کرد. یکی از مزایای بزرگ برای این است که سیم EDM الکترودهای یکسان تولید می کند.
هزینه تولید الکترودهای گرافیتی تا حد زیادی با سرعت برش سیم تعیین می شود. سرعت برش انواع گرافیت ها بسیار متفاوت است. به عنوان مثال، گرافیت Poco Angstrofine، EDM-AF5، تقریباً دو برابر سریعتر از سایر گریدها، EDM-1، EDM-3، EDM-100، یا EDM 200 برش می دهد.
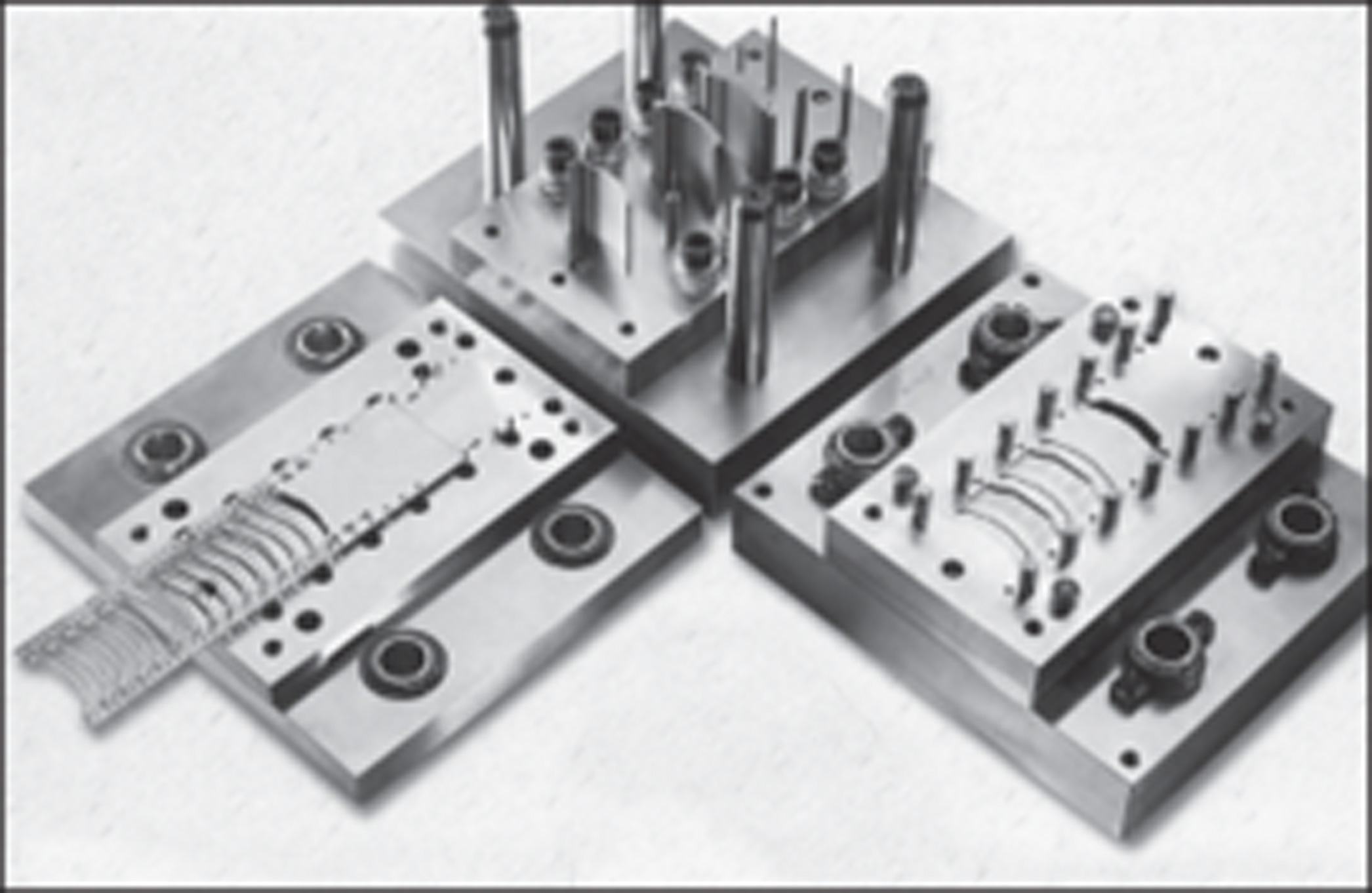
ح. از یک تکه فولاد ابزار مشت می زند و می میرد
با سیم EDM، قالب ها دیگر نیازی به روش پرهزینه برش و آسیاب دقیق ندارند. اکنون پیچیده ترین خطوط را می توان از یک قطعه جامد فولاد ابزار سخت شده، همانطور که در شکل 3:20 نشان داده شده است، ساخت.
فولاد ابزار یک تکه منجر به یک قالب قوی تر و غیر تنفسی با هزینه کسری از قالب برش می شود. همچنین، قالبهای ترکیبی را میتوان از یک قطعه فولاد ابزار سیمی EDM کرد. برای دستورالعمل های دقیق در مورد EDMing و ساخت این قالب های یک تکه کم هزینه و با کارایی بالا، به فصل 8 این کتاب مراجعه کنید.
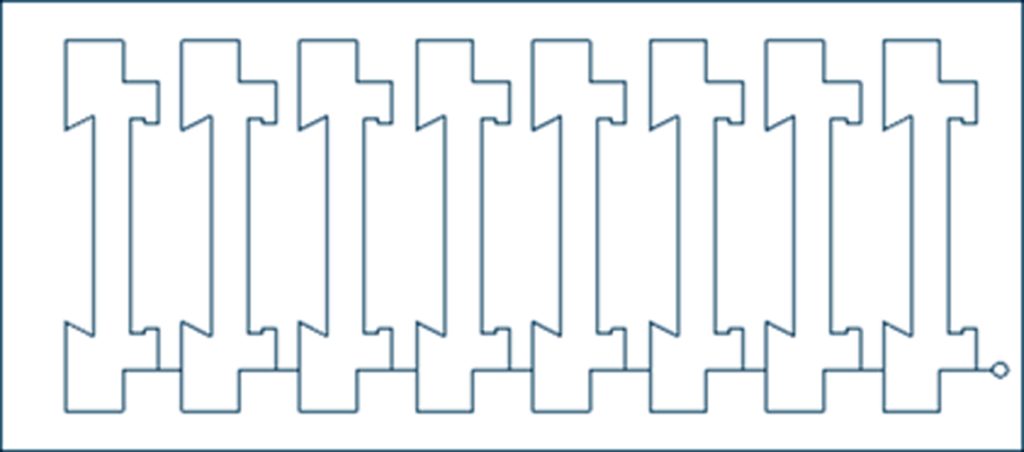
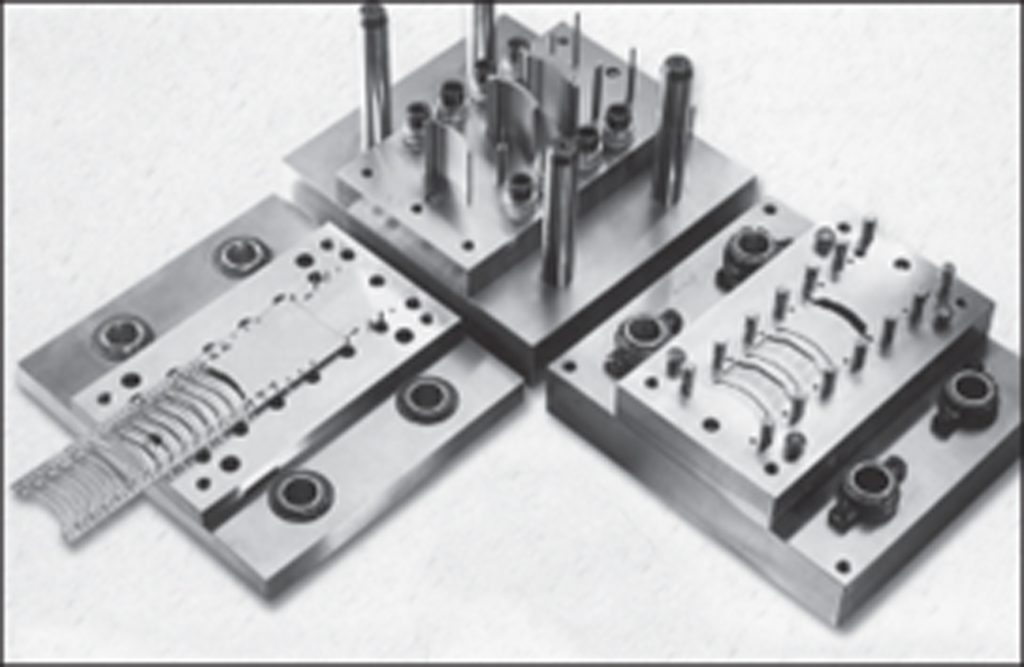
ط. قالب های پیشرونده مهر زنی
همانطور که در شکل 3:21 نشان داده شده است، Wire EDM به طور چشمگیری ابزار پیشرونده و ساخت قالب را تغییر داده است. اکنون میتوان بخشهای قالب دقیق را با هزینه بسیار کمتری بهطور دقیق EDM کرد.
ی. مهر زنی کوتاه مدت
به جای اینکه ابزارهای گران قیمت برای دوره های کوتاه تولید شوند، می توان قطعات دقیق را با سیم EDM تولید کرد. شکل 3:22 را ببینید. هنگامی که تغییرات مورد نیاز است، می توان آنها را عملاً بدون هیچ هزینه ای انجام داد. در حالی که تغییرات با ابزار سخت معمولاً پرهزینه هستند. Wire EDM همچنین می تواند انواع اشکال خاص و در ضخامت های مختلف را تولید کند.
ک. قالب
قالبهای اکستروژن پیچیده، با یا بدون مخروطی را میتوان از نظر اقتصادی تولید کرد.
شکل 3:23 را ببینید.
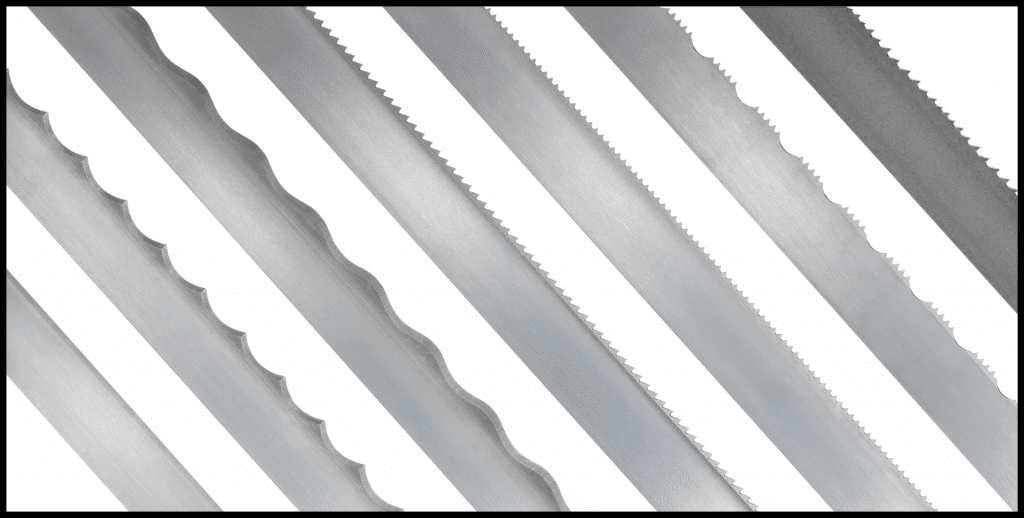
ل. برش ابزار ویژه و تولیدی
Wire EDM می تواند ابزار منحصر به فرد خاصی را با مخروطی های مختلف از جمله کاربید تولید کند. شکل 3:24 را ببینید. هنگامی که نیاز به ساخت برشهای ابزار تولیدی وجود دارد، همه آنها باید یکسان باشند تا نصبهای پرهزینه و روشهای بررسی در هنگام تعویض برشها حذف شوند. از آنجایی که سیم EDM با دقت تکرار می شود، این فرآیند برش ابزار تولیدی یکسان را تولید می کند.
م. اشکال دشوار به ماشین
Wire EDM هزینه های بسیاری از قطعات تولید شده را به طور چشمگیری کاهش داده است. به جای استفاده از تنظیمات پرهزینه و روش های ماشینکاری پیچیده برای تولید قطعات، سیم EDM اغلب مقرون به صرفه تر است. شکل 3:25 را برای یک عملیات ماشینکاری تولیدی دشوار که می تواند با EDM سیمی به صرفه تر تولید شود، ببینید.
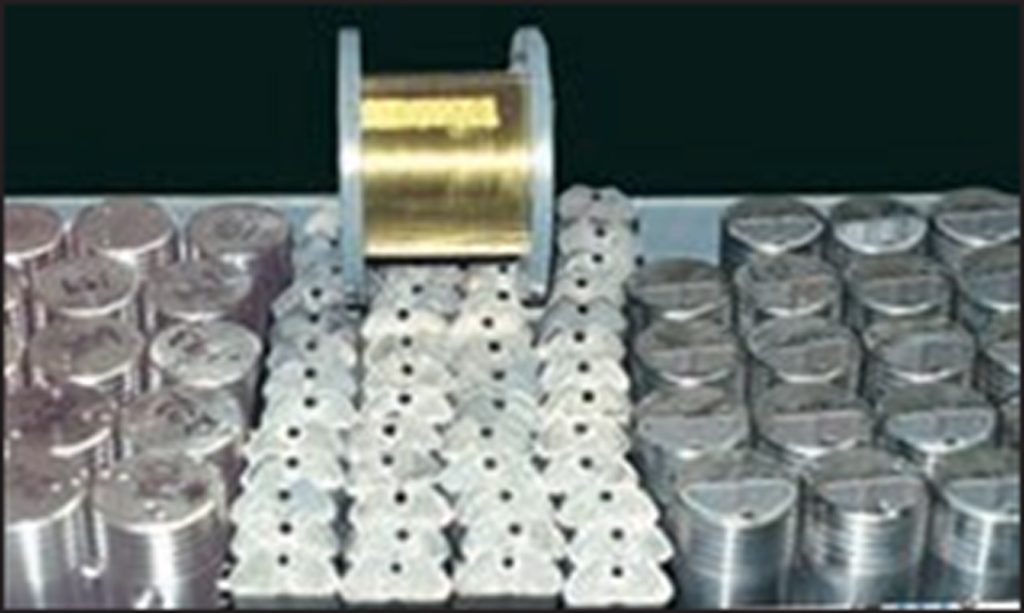
ن. سایر قطعات کاهش دهنده هزینه
بسیاری از قطعات دیگر را نیز می توان با سیم EDM به صورت اقتصادی تولید کرد. در ادامه چند نمونه آورده شده است. تصاویر 3:26-32 را ببینید.
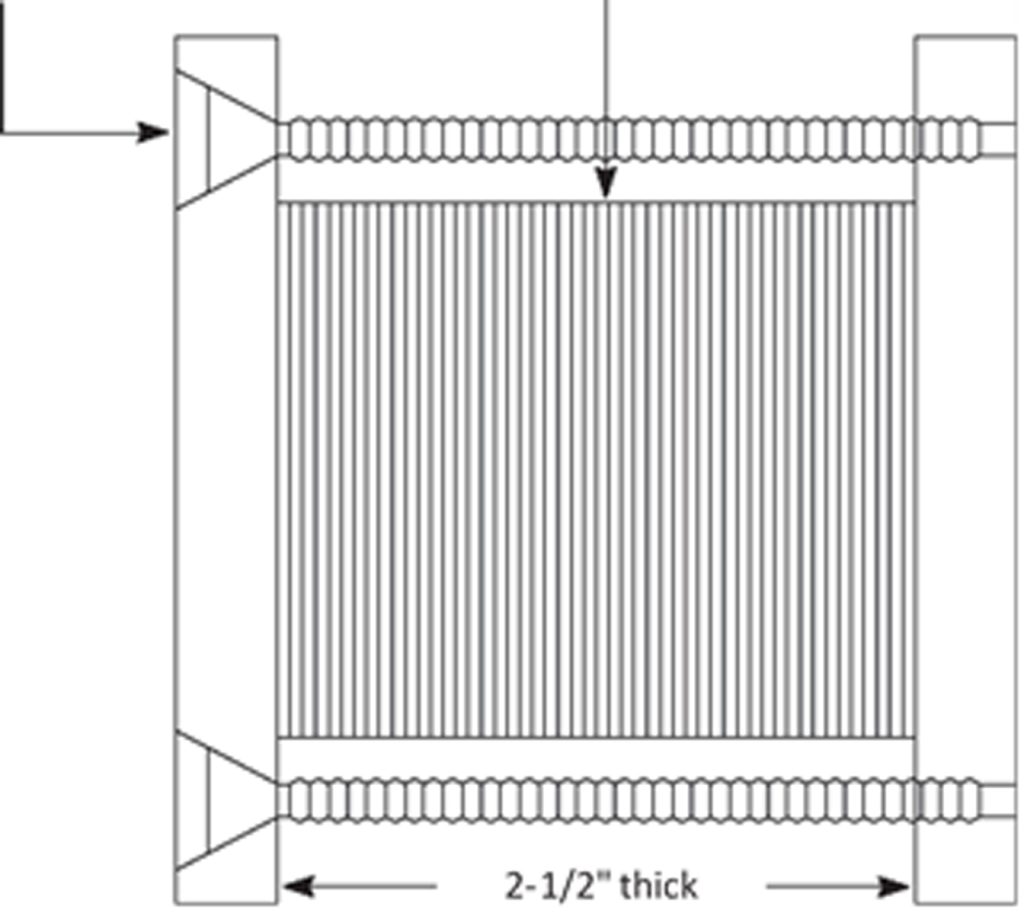
برش شیم استوک کاملاً بدون برش
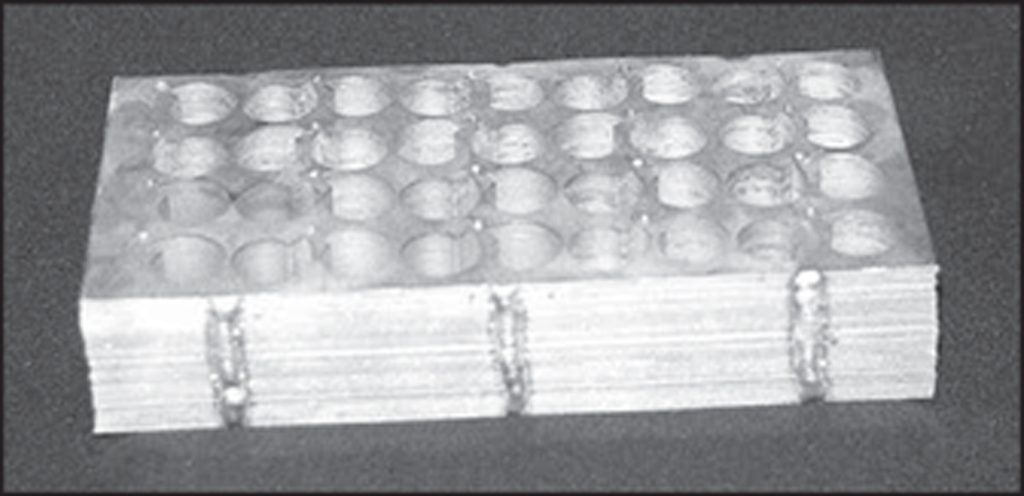
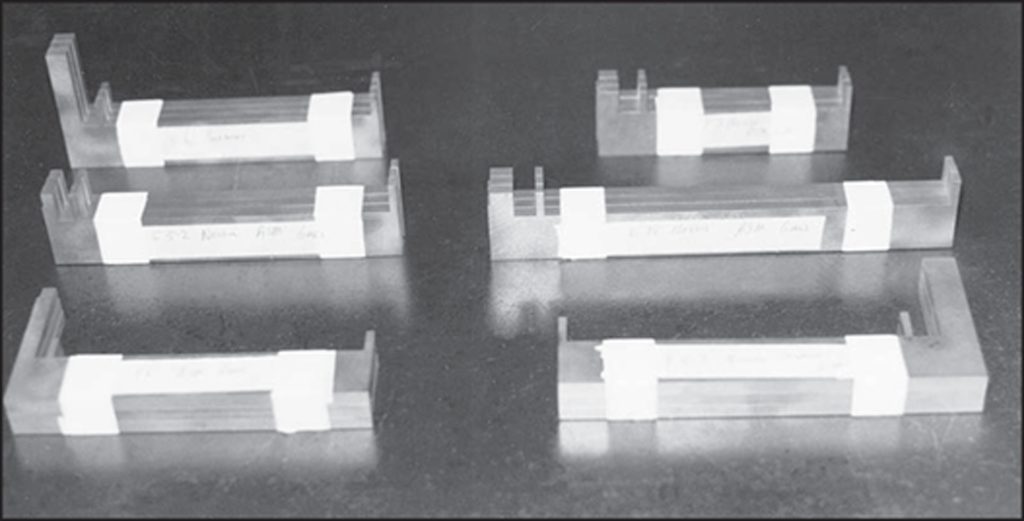
برای اکثر قطعات ورق های فلزی، لیزرها مقرون به صرفه تر هستند. با این حال، هنگامی که مواد نازک نیاز به برش بدون سوراخ های زیاد دارند، سیم EDM می تواند به طور قابل توجهی ارزان تر باشد و لبه ای ایجاد کند که کاملاً بدون سوراخ باشد. به عنوان مثال: 500 قطعه از 0.005 شیم استوک ماشینکاری شود. با سیم EDM، استاک شیم بریده شده و بین دو صفحه فولادی 1/4 اینچی (6.4 میلی متر) قرار می گیرد. ارتفاع کل شیم ها 2.5 اینچ (63.5 میلی متر) است. شکل 3:32 را ببینید.
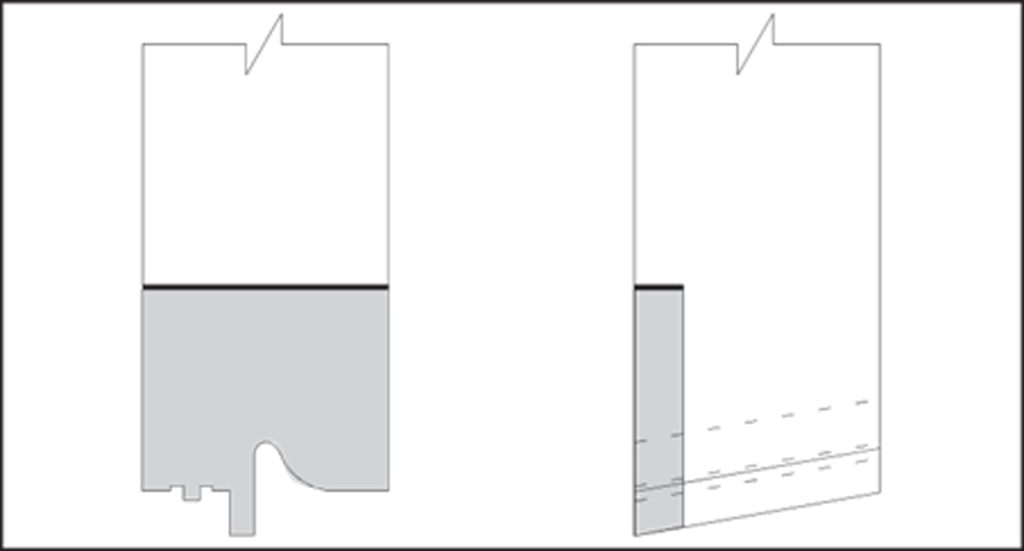
برش تک حفره ای با سیم EDM در یک طرف لوله
یک شرکت میدان نفتی به دو حفره مخروطی نیاز داشت تا از یک طرف لوله جدا شود. دستگاه سیم EDM مانند یک اره نواری دقیق است. در شرایط عادی، نمی توان حفره های منفرد را با دستگاه EDM سیمی برش داد. با این حال، شرکت ما یک فیکسچر ویژه طراحی کرد که ما را قادر ساخت تا عمق 22 اینچ (559 میلی متر) را در یک طرف لوله برش دهیم. نشان داده شده در شکل 3:34 و 35، یک قطعه نمایشی است که ما با فیکسچر مخصوص خود برش دادیم
سیم افقی EDM
برخی از دستگاه های EDM سیمی می توانند به جای عمودی، به صورت افقی برش دهند. شکل 3:36 را ببینید. یکی از ماشینها از سیمی به کوچکی 0.00078 اینچ (0.02 میلیمتر) استفاده میکند. این دستگاه میتواند بهطور خودکار سیم را از طریق سوراخی به قطر 0.0019 اینچ (0.05 میلیمتر) عبور دهد. این نوع دستگاه برای قالب های میکرو مینیاتوری، چرخ دنده ها، فیبر نوری، موتورها، محرک ها، نازل ها و ابزار پزشکی استفاده می شود. یکی از مزایای بزرگ EDM سیم افقی این است که برای اتوماسیون بهتر سازگار است زیرا راب می تواند مستقیماً به پایین بیفتد و با برش قسمت بعدی تداخل نداشته باشد. یک سنسور روی دستگاه نشان می دهد که هسته حذف شده است.
هزینه های ماشینکاری
معمولاً همانطور که در شکل 3:36 نشان داده شده است، هزینه های ماشینکاری با مقدار اینچ مربع برش تعیین می شود. عوامل دیگر عبارتند از نوع مواد، برنامه ریزی، زمان تنظیم و تماس نازل های شستشو با قطعه. لازم به ذکر است که ضخامت مواد می تواند تاثیر چشمگیری بر سرعت برش داشته باشد. هنگامی که تولید کنندگان سرعت برش خود را ذکر می کنند، از ارتفاع بهینه خود، در حدود 2 1/4 اینچ (57 میلی متر) استفاده می کنند. قطعات بلندتر به طور قابل توجهی کندتر برش می خورند.