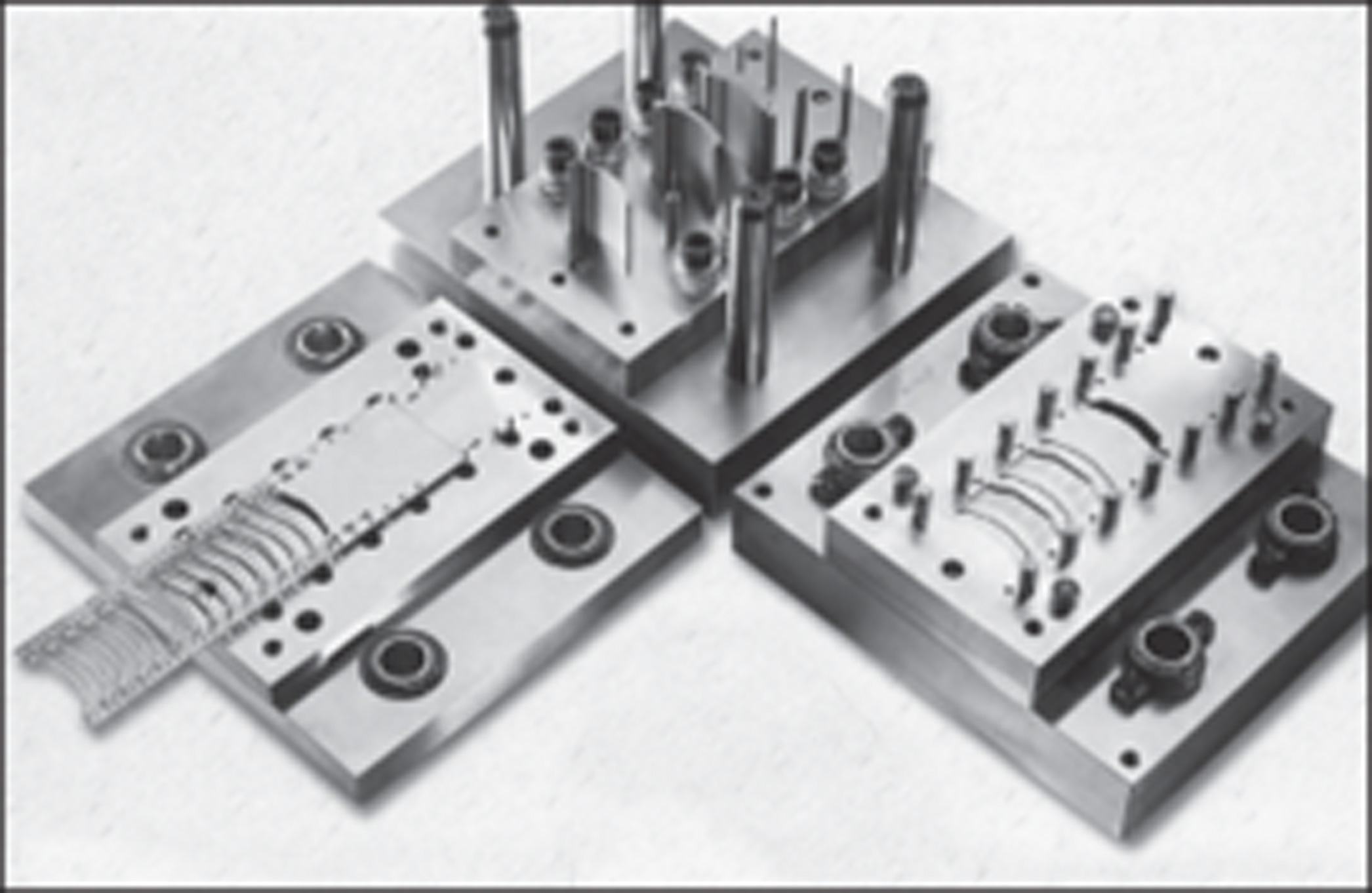
ماشینکاری تخلیه الکتریکی سیم (EDM) یکی از بزرگترین نوآوریهایی است که بر صنعت ابزارسازی و ماشینکاری تأثیر میگذارد. این فرآیند پیشرفت های چشمگیری را در صنعت ، در دقت، کیفیت، بهره وری و درآمد به ارمغان آورده است. شکل زیر ماشین های EDM سیمی مختلف را نشان می دهد.
قبل از سیم EDM، فرآیندهای پرهزینه اغلب برای تولید قطعات نهایی استفاده می شد. اکنون، با کمک کامپیوتر و ماشینهای EDM سیمی، میتوان اشکال بسیار پیچیده را بهطور خودکار، دقیق و اقتصادی حتی در موادی به سختی کاربید برش داد.
شروع سیم EDM
در سال 1969، شرکت سوئیسی Agie اولین دستگاه EDM سیمی جهان را تولید کرد. به طور معمول، این اولین ماشین ها در اوایل دهه 70 بسیار کند بودند و حدود 2 اینچ مربع در ساعت (21 میلی متر مربع در دقیقه) برش می دادند. سرعت آنها در اوایل دهه 80 به 6 اینچ مربع در ساعت (64 میلی متر مربع در دقیقه) افزایش یافت. امروزه ماشینها به سیمکشی اتوماتیک مجهز هستند و میتوانند بیش از 20 برابر سریعتر از ماشینهای اولیه برش دهند.
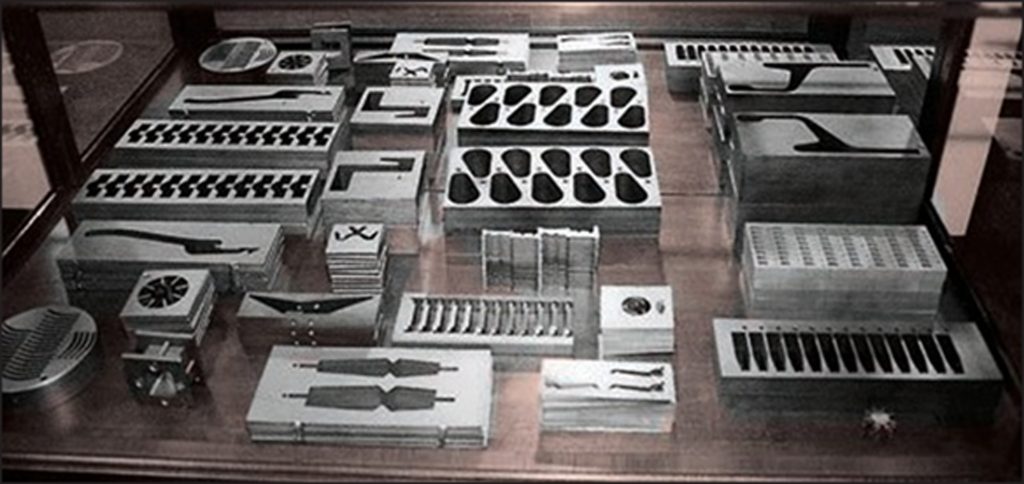
سیم تولیدی EDM
سازندگان دریافته اند که با دستگاه های EDM میتوان با قیمت کمتر،سرعت و کیفیت بالاتر انواع برش را برروی آلومینیوم نرم، فولاد گرم، آلیاژهای فوق العاده یا کاربید تنگستن، انجام داد.
قابلیت های سیم EDM
برخی از ماشینها تا دقت 0001/0 +/- اینچ (0025/0 میلیمتر) برش میدهند و سطح را تا 12 rms تولید میکنند
دستگاه EDM سیمی با قابلیت برش قطعات تا وزن 10000 پوند (برش نمونه آزمایشی از یک توربین با قطر 7 فوت)
سیم EDM : یک رقیب جدی با ماشین کاری معمولی
امروزه، سیم EDM به طور جدی با ماشینکاریهای معمولی مانند فرز، براشینگ، سنگ زنی و مهر زنی رقابت میکند. عقل متعارف نشان میدهد که سیم EDM تنها زمانی رقابتی است که با قطعات گران قیمت و ماشینآلات سخت برخورد کنیم. اما فقط این مورد نیست. سیم EDM اغلب با اشکال ساده و مواد به راحتی ماشین کاری استفاده می شود.
یک شرکت بزرگ سیم EDM اعلام میکند که تولید 30000 قطعه 65 درصد از زمان برش آنها را می گیرد. در ابتدا یک پروژه نیاز به ابزارهای خالی و 10-12 هفته انتظار داشت، اما به لطف EDM این زمان به کوتاه ترین تقلیل یافت.
خواسته های جدید مهندسین طراح
یک مزیت اضافه شده سیم EDM این است که آلیاژهای عجیب و غریب را می توان به آسانی به اندازه فولاد نرم ماشین کاری کرد. هنگامی که سازندگان سیم EDM فولاد بهینه را برای نشان دادن توانایی ماشین های خود انتخاب می کنند، انتخاب آنها فولاد نرم نیست، بلکه D2 سخت شده است، یک فولاد ابزار با کروم بالا و کربن بالا.
به طور فزایندهای، نقشههای امروزی خواستار تلورانس ها و شکلهای سختتر هستند که فقط با سیم EDM میتوانند به طور موثر ماشین کاری شوند.
چه برش با نازل های دور از قطعه کار، چه با نازل های روی قطعه کار، ثابت شده است که سیم EDM یکی از بزرگترین انقلاب های ماشینکاری است.
EDM های سیمی کاملاً خودکار
برای عملکرد کامل بدون مراقبت، برخی از دستگاه های EDM به سیم کشی خودکار و پالت سازی رباتیک مجهز شده اند. این ماشینها به خوبی برای انجام مراحل تولید بالا مجهز هستند.
یکی از شرکتهایی که مجموعههای پانچ و قالبهای استاندارد و سفارشی برای پرسهای پانچ برجک تولید میکند، از دستگاههای EDM سیمی متعددی استفاده میکند که توسط یک ربات تغذیه میشوند. ربات در مسیری بین دو ردیف ماشین های EDM سیمی حرکت می کند. پس از اینکه قطعات EDMed شدند، یک سیستم بازرسی ویدیویی بدون تماس، که با یک سیستم کامپیوتری در ارتباط است، به طور خودکار کار را بررسی می کند.
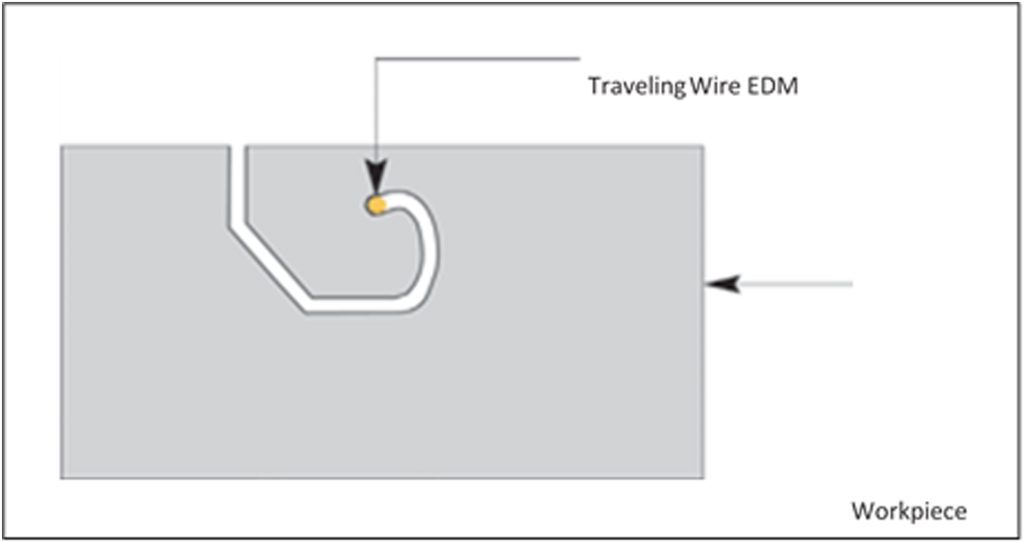
Wire EDM چگونه کار می کند
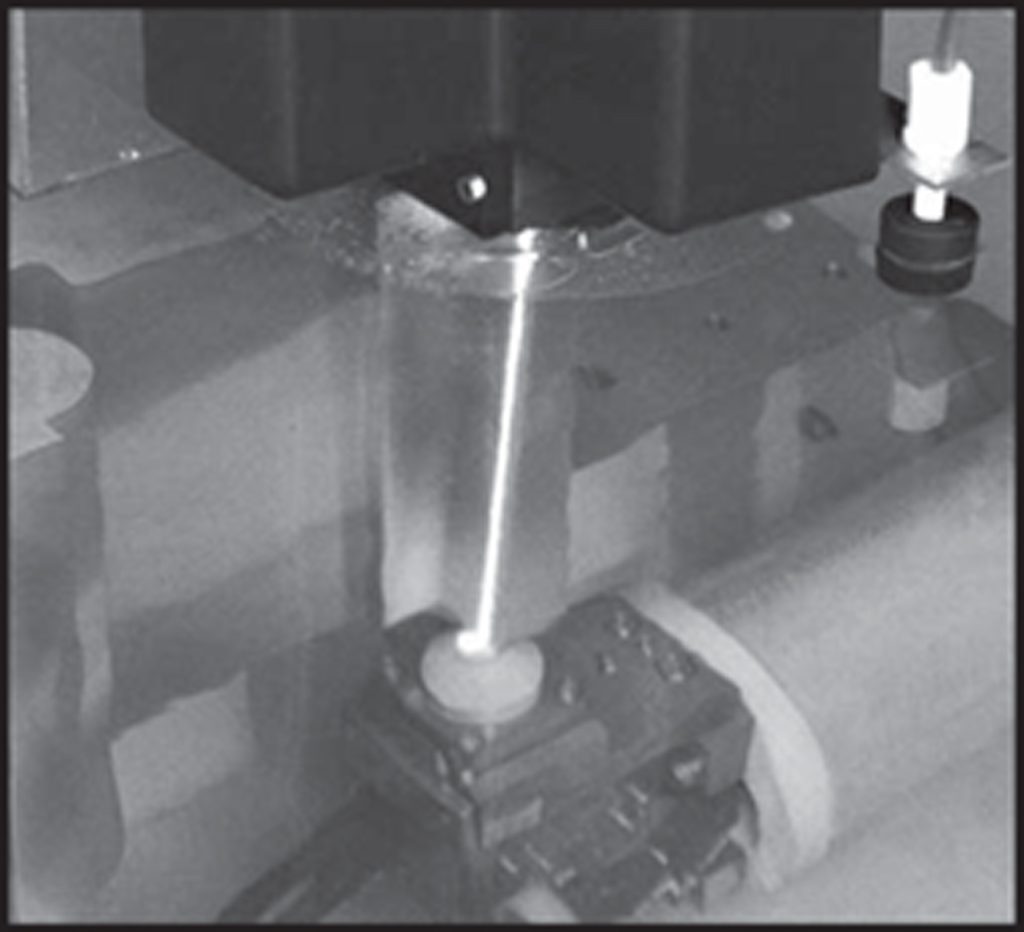
Wire EDM از یک الکترود سیم متحرک استفاده می کند که از قطعه کار عبور می کند. سیم دقیقاً توسط یک سیستم کنترل عددی کامپیوتری (CNC) نظارت می شود.
فرآیند سیم EDM از یک الکترود سیمی استفاده می کند که توسط یک سیستم CNC برای حذف مواد نظارت می شود.
مانند هر ابزار ماشین کاری دیگر، سیم EDM مواد را حذف می کند. اما با استفاده از فرسایش جرقه مواد را با الکتریسیته حذف می کند. بنابراین، موادی که باید EDMed شوند باید رسانای الکتریکی باشند.
پالس های الکتریکی DC سریع بین الکترود سیم و قطعه کار تولید می شود. بین سیم و قطعه کار محافظی از آب دیونیزه شده است که دی الکتریک نامیده می شود. آب خالص یک عایق است، اما آب لوله کشی معمولاً حاوی مواد معدنی است که باعث می شود آب برای EDM سیمی بیش از حد رسانا باشد. برای کنترل رسانایی آب، آب از یک مخزن رزین عبور می کند تا بسیاری از عناصر رسانای خود را حذف کند – به این آب دیونیزه می گویند. همانطور که دستگاه برش می دهد، رسانایی آب تمایل به بالا رفتن دارد و زمانی که رسانایی آب خیلی زیاد است، یک پمپ به طور خودکار آب را از مخزن رزین عبور می دهد
هنگامی که ولتاژ کافی اعمال شود، سیال یونیزه می شود. سپس یک جرقه کنترل شده دقیقاً بخش کوچکی از قطعه کار را فرسایش می دهد و باعث ذوب و تبخیر آن می شود. این پالس های الکتریکی هزاران بار در ثانیه تکرار می شوند. سیال خنک کننده تحت فشار، دی الکتریک، فلز تبخیر شده را خنک می کند و ذرات فرسایش یافته را از شکاف خارج می کند.
سیال دی الکتریک از فیلتری عبور می کند که مواد جامد معلق را حذف می کند. رزین ذرات محلول را حذف می کند. فیلترها ذرات معلق را حذف می کنند. برای حفظ دقت دستگاه و قطعه، سیال دی الکتریک از طریق یک چیلر جریان می یابد تا مایع را در دمای ثابت نگه دارد.
یک سیستم سروو DC یا AC فاصله ای بین 0.002 تا 0.003 اینچ (0.051 تا 0.076 میلی متر) بین الکترود سیم و قطعه کار حفظ می کند. مکانیزم سروو از اتصال کوتاه الکترود سیم به قطعه کار جلوگیری می کند. از آنجایی که سیم هرگز به قطعه کار برخورد نمی کند، سیم EDM یک عملیات برش بدون تنش است.
الکترود سیم معمولاً قرقره ای از برنج یا سیم برنجی و روی با ضخامت 0.001 تا 0.014 اینچ (0.025 تا 0.357 میلی متر) است. گاهی اوقات از سیم مولیبدن یا تنگستن استفاده می شود.
درک چهار محور مستقل
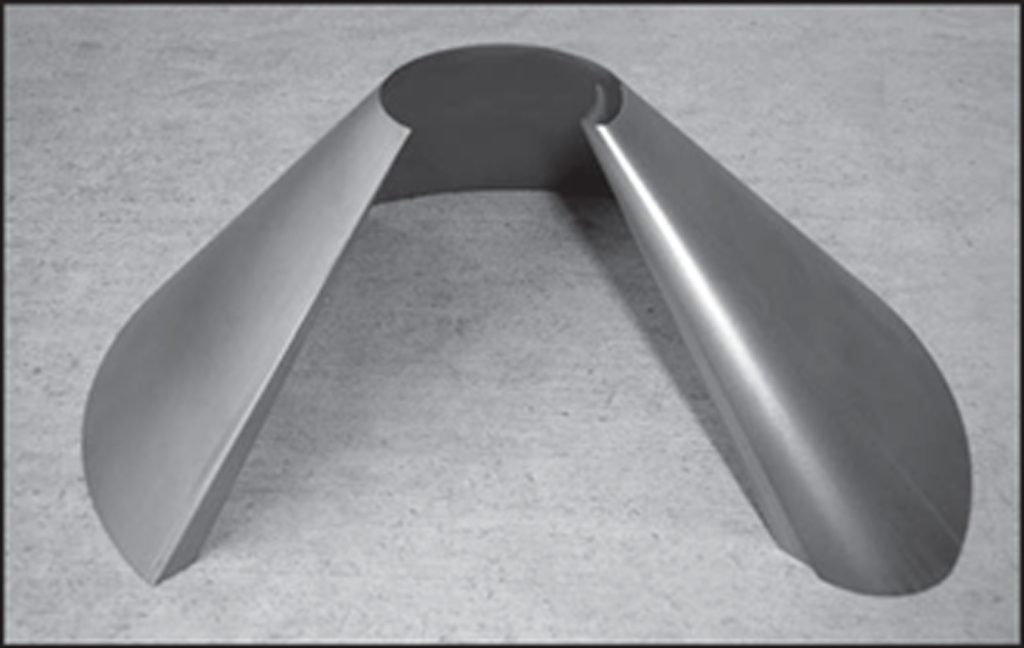
سازندگان روش های منحصر به فردی را برای استفاده از قابلیت های چهار محور مستقل کشف کرده اند: قالب های اکستروژن، دهانه های جریان، قالب های تزریق و بسیاری از اشکال پیچیده دیگر.
برای درک بهتر چهار محور مستقل، فرد می تواند یک رشته را در دست بگیرد و بالا و پایین رشته را به طور مستقل حرکت دهد. تقریباً هر شکل قابل تصوری را می توان در محدوده حرکت محور U و V ماشین های EDM سیمی ایجاد کرد. دستگاه ها قادر به برش قطعات بلند با زوایای مستقل تا 45 درجه هستند.
دستگاه های EDM سیمی قادر به برش زاویه 45 درجه هستند.
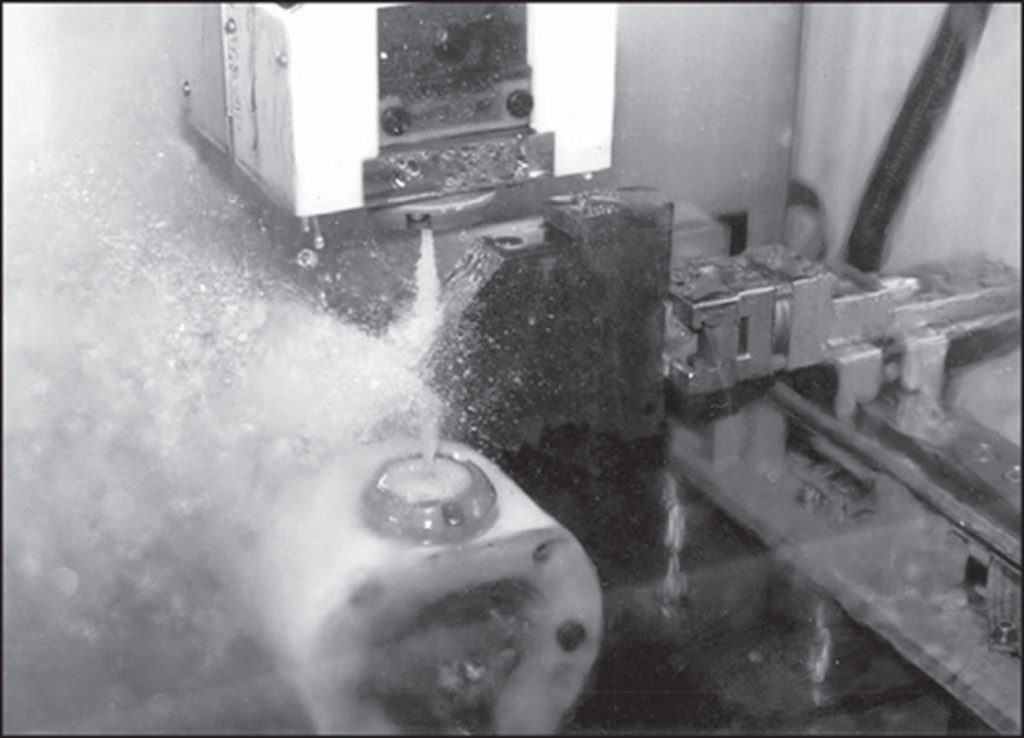
برش شناور
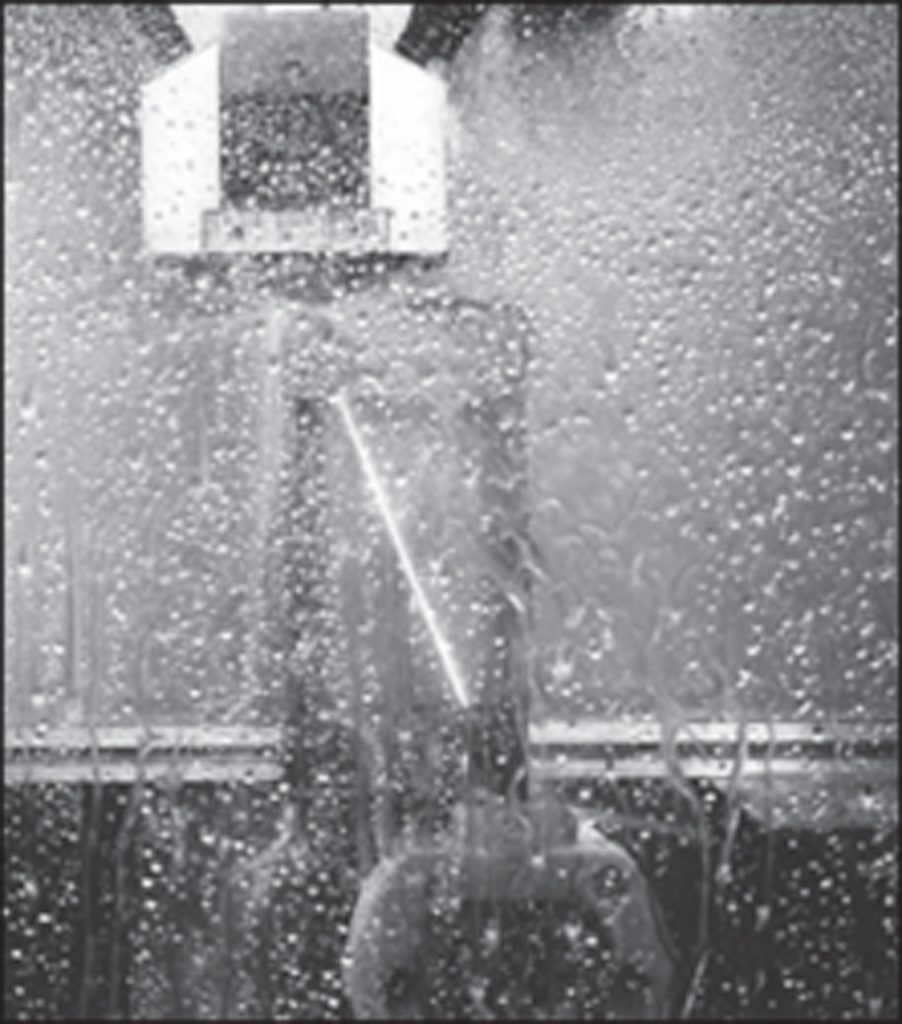
در برش شناور، یک مخزن محیط کار را احاطه کرده و قبل از انجام برش، مخزن با آب دیونیزه پر می شود. در یک ماشین خشک، آب باید از نازل ها جاری شود تا سیم را با آب دیونیزه احاطه کند.
همانطور که در شکل نشان داده شده است، برش شناور کمک بزرگی برای شروع برش و در هنگام برش است زیرا سیم همیشه در آب غوطه ور است. ماشین های خشک می توانند برش بدون چربی را نیز انجام دهند، اما باید مراقب باشید که همیشه آب را در اطراف سیم نگه دارید، در غیر این صورت سیم می شکند.
رقابتی ماندن
برای موفقیت، شرکت ها باید از جدیدترین فناوری ها مطلع شوند تا بتوانند رقابتی باقی بمانند. درک بسیاری از تغییرات در فرآیندهای EDM برای کسانی که در تولید هستند مهم است.
دانشکده های مهندسی و بازرگانی باید دانش آموزان فارغ التحصیل خود به طور مناسب برای ورود به بازکار با دانستن آخرین فن آوری ها تعلیم دهند. هدف این مقاله تشویق و آموزش مهندسین، ابزارسازان و مدیران، به درک و توانایی از فرآیندهای EDM میباشد.
در سال 1981، شخصی از نظر ریاضی ثابت کرد که سیم EDM نمی تواند به سرعت بیش از 4 اینچ مربع (43 میلی متر در دقیقه) در ساعت دست یابد. کسانی که EDM سیمی را در اوایل دهه 80 تجربه کردند ممکن است به این نتیجه رسیده باشند که این فرآیند ناکارآمد و پرهزینه است. زمان EDM به طور چشمگیری تغییر کرده است.
اصلاح ماشین های EDM برای قطعات بلند
اولین ماشین های EDM دارای ارتفاعی بین 2 تا 4 اینچ (51 میلی متر تا 102 میلی متر) بودند. در طول سال ها، ارتفاع برش دستگاه های EDM افزایش یافته است. یک مشتری با یک قطعه بلند به Reliable EDM آمد و به او گفتند که به دلیل محدودیت های ارتفاع دستگاه هایمان نمی توانیم قطعه را برش دهیم. کارل سامر به طور اتفاقی از آنجا عبور کرد زیرا به مشتری گفته شد که نمی تواند قطعه را برش دهد. از آنجایی که کارل سال ها تجربه ماشینکاری دارد و روی ساخت ماشین آلات کار کرده است، او فکر کرد که می توانند ماشینی را برای برش قطعه اصلاح کنند. امروزه آنها می توانند قطعات EDM با وزن حداکثر 10000 پوند و قطعه کار تا 64 اینچ (1626 میلی متر) ارتفاع داشته باشند.