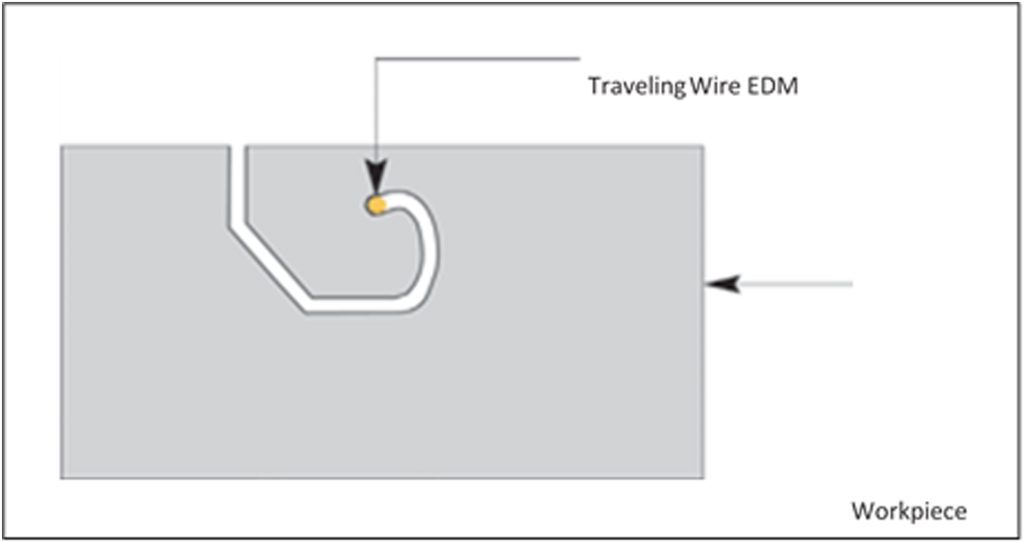
Like any other machining tool, wire EDM removes material; but wire EDM removes material with electricity by means of spark erosion. Therefore, material that must be EDMed must be electrically conductive.
Rapid DC electrical pulses are generated between the wire electrode and the workpiece. Between the wire and the workpiece is a shield of deionized water, called the dielectric. Pure water is an insulator, but tap water usually contains minerals that causes the water to be too conductive for wire EDM. To control the water conductivity, the water goes through a resin tank to remove much of its conductive elements—this is called deionized water. As the machine cuts, the conductivity of the water tends to rise, and a pump automatically forces the water through a resin tank when the conductivity of the water is too high.
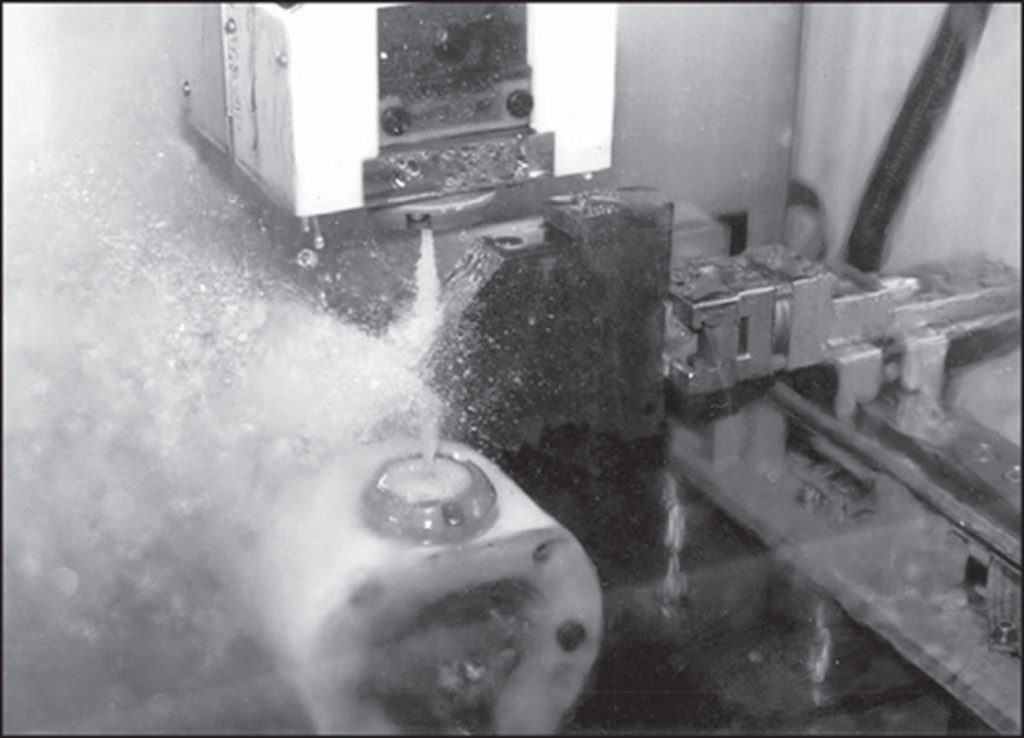
When sufficient voltage is applied, the fluid ionizes. Then a controlled spark precisely erodes a small section of the workpiece, causing it to melt and vaporize. These electrical pulses are repeated thousands of times per second. The pressurized cooling fluid, the dielectric, cools the vaporized metal and forces the resolidified eroded particles from the gap.
The dielectric fluid goes through a filter which removes the suspended solids. Resin removes dissolved particles; filters remove suspended particles. To maintain machine and part accuracy, the dielectric fluid flows through a chiller to keep the liquid at a constant temperature.