EDM, once considered a “non-conventional” machining method, is now the fourth most popular machining method. The first three are milling, turning, and grinding. One of the major reasons for the turnaround is today’s
EDM machines have dramatically increased their cutting speeds. In today’s highly competitive world, it is essential to understand the electrical discharge machining (EDM) processes. Every manufacturer needs to learn and understand the many advantages of EDM. We will be examining the three basic EDM processes: wire EDM, ram EDM, and small hole EDM drilling.
Various Electric Discharge Machines
The three electric discharge machining methods are: wire, ram/sinker, and small hole EDM, all work on the principle of spark erosion. As the name indicates, material is eroded from the workpiece by means of electrical discharges that create sparks.
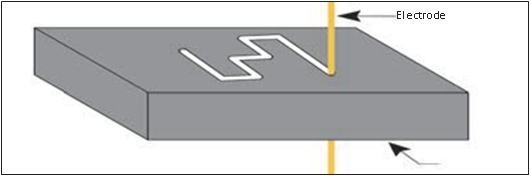
A. Wire EDM
In wire EDM, the spark jumps from the wire electrode to the workpiece and erodes metal both from the wire electrode and the workpiece. Wire EDM is used primarily for through hole machining
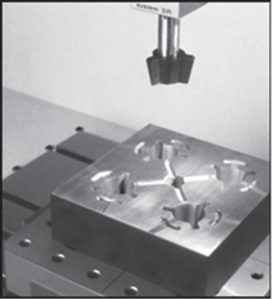
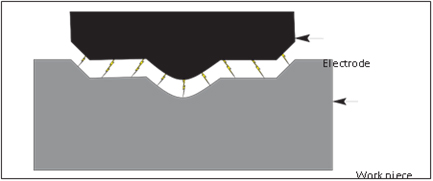
B. Ram/Sinker EDM
Ram EDM, also known as conventional EDM, sinker EDM, die sinker, vertical EDM, and plunge EDM is generally used to produce blind cavities, as shown in Figure 1:3. In ram EDM, sparks jump from the electrode to the workpiece. This causes material to be removed from the workpiece.
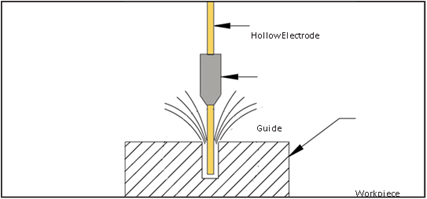
C. Small Hole EDM Drilling
Small hole EDM drilling, also known as fast hole EDM drilling, hole popper, and start hole EDM drilling, uses a guided hollow electrode to drill holes by means of electrical discharge machining by eroding material from the workpiece
Materials that Can Be EDMed
Any material that conducts electricity can be EDMed, either hard or soft. See Figure 1:5 for some of the materials that can be EDMed.
Inconel
Aluminium
Vasconal 300
Tool Steels: 01, A2, D2, S7
Aluminum Bronze
PCD Diamond
Carbide
Copper
Nitronic
Ferro-Tic
Brass
Beryllium Copper
CPM 10V
Cold Roll Steel
Hastalloy
4130
Hot Rolled Steel
Stellite
Graphite
Stainless Steels
Titanium
Keeping Abreast with EDM Technology
In the early 1970s, a typical wire EDM machine cut 2 square inches an hour, but today they are rated to cut up to 20 times faster and produce sub-micron finishes. For many applications, from tool and die making, medical tools, dental instruments, oil field production, and space applications, wire EDM is an extremely cost-effective machining operation.
The purpose of this book is to educate engineers, designers, tool and die makers, mold makers, business owners, and those making machining decisions to understand and use the unique electrical discharge machining methods, and thus making their companies more profitable.
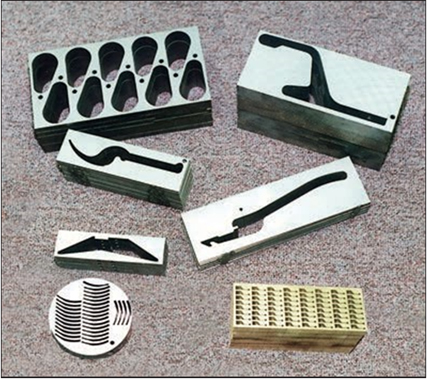
As a tool and die maker, Carl saw the great advantages of wire EDM for his trade. After opening his EDM company, Carl’s surprise was the many production jobs they received from machine shops that had NC equipment. These machine shops discovered that it was more cost effective to have work wire EDMed than to do it on their own NC equipment. Figure 1:6 shows some of the production work done at Reliable EDM.
The Machining Revolution
The early EDM machines, particularly ram EDM, were simple; but with the advent of the CAD/CAM (computer aided design/computer aided machining), another revolution came. Computerized programs could be downloaded into a machine and the operation proceed automatically. The use of these machines dramatically increased productivity. With the addition of high speed computers, these machines achieved faster processing times.
Then fuzzy logic was introduced, both for wire EDM and ram EDM. Unlike bilevel logic, which states that a statement is either true or false, fuzzy logic allows a statement to be partially true or false. Machines equipped with fuzzy logic “think” and respond quickly to minute variances in machining conditions. They can then lower or increase power settings according to signals received.
Some EDM machines come equipped with linear drives instead of rotary drives with a motor and ball screws. A motor and ball screw must take rotary action and convert it to linear motion. Linear motors or flat motors move in a straight motion so no conversion is required.
Other innovations include automatic tool changers, robots, workpiece and pallet changers, high-speed finishing, and artificial intelligence that enables machines to perform many complex machining sequences.
Understanding Accuracy
One of the amazing features of the EDM process is the speed and accuracy that can be maintained. In a later chapter, we will go into further detail about accuracy, but now we would like to make sure everyone understands accuracy. One of the biggest difficulties in the machining trade is determining required part accuracies. Certain jobs require extremely close tolerances; but excessively close tolerances are often unnecessary and add substantial costs to the machining processes. Understanding tolerances is an important asset in reducing machining costs.
To better understand the accuracy, some EDM machines can cut to +/- .0001″ (.0025 mm) and closer. The average thickness of a human hair is slightly over .0025 (.0635 mm). These machines can cut to one-tenth the thickness of a human hair.
Thickness of a Human Hair and EDM Accuracy
Many manufacturers misunderstand close tolerance measurements. They put on prints +/- .0005″ (.0127 mm) whether the size is 2 inches (51 mm) or 10 inches (254 mm). In the early days of our EDM experience, we received a wire EDM job that required +/- .0005″ (.0127 mm) for holes about 15 inches (381 mm) apart. Close tolerances require numerous skim cutting and are costly. However, when I went and visited their inspection department, they were measuring the parts with a veneer caliper!
The coefficient of expansion of steel is 6.3 millionths (.0000063) per inch (.00016 mm) per degree F. (.56 C). If the temperature of a 10 inch (254 mm) piece of steel rises only 10 degrees F. (5.6 C.), it will expand .00063 (.016 mm). If a 10 inch part was machined precisely on size with a +/- .0005″ (.0127 mm), it would be out of tolerance just from the ten degrees of heat applied by handling the steel through heat expansion.
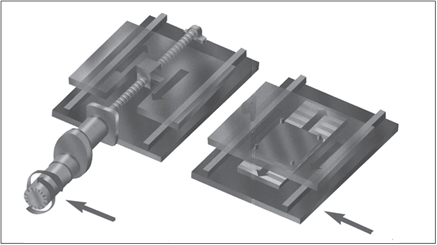
Automation and EDM
Here is an example in which one may use their imagination to become more competitive—using automatic production cells. Today robots are available that can feed various machines, such as a milling machine, wire EDM, and a ram EDM. With such machine production, as shown in Figure 1:10, machines can run 24 hours, seven days a week.
Due to the rapid advances of technology, many traditional ways of today’s machining are performed with the EDM process. Manufacturers are realizing dramatic results in achieving excellent finishes, high accuracies, cost reductions, and much shorter delivery times.