(به انگلیسی: Electrical discharge machining) به صورت مخفف (EDM) یا اسپارک فرایند برادهبرداری است که در آن از یک منبع ژنراتور برای تولید جرقه با ولتاژ پایین وامپر بالا بهمنظور برادهبرداری استفاده میشود. فرایند برشکاری بهوسیله جرقههای متناوب و کنترل شدهای است که بین الکترود یعنی سیم و قطعه کار زده میشود. در این روش برای براده برداری هیچگونه تماس مستقیمی بین قطعه کار و الکترود بر قرار نمیشود. همچنین ماشینکاری تخلیه الکتریکی فرایند براده برداری است که در آن از یک منبع ترموالکتریکی بهمنظور براده برداری استفاده میشود.
مقدمه
صنایع پیشرفته تکنولوژی مانند هوانوردی، راکتورهای هستهای، خودروسازی و… همواره به موادی که از نسبت استحکام به وزن بالایی برخوردار باشند، مانند آلیاژهای مقاوم در برابر دماهای بالا نیاز دارند. پژوهشگران حوزه علم مواد نیز موادی را به وجود آوردند که دارای استحکام، سختی و چقرمگی بالاتر و همچنین خواص متنوع دیگر باشند. این امر باعث رشد و توسعه جنس ابزارهای برش بهتر میشود، بطوریکه از بهرهوری کاسته نشود.
این یک حقیقت آشکار است که در فرایندهای ماشینکاری سنتی، افزایش سختی جنس قطعه کار باعث کاهش سرعت برش اقتصادی میشود. دست یابی به جنس ابزاری که به اندازه کافی سخت و مقاوم باشد تا بتواند در سرعتهای برش اقتصادی موادی مانند تیتانیوم، فولاد زنگ نزن، نیمونیکها و دیگر آلیاژهای مشابه با مقاوت حرارتی و استحکام بالا، کامپوزیتهای تقویت شده با الیاف، استلیتها (آلیاژهایی با پایه کبالت)، سرامیکها و آلیاژهایی که ماشینکاریشان مشکل است را برش بزند، دیگر امکانپذیر نیست.
تولید اشکال پیچیده در چنین موادی، به وسیلهٔ روشهای سنتی بسیار مشکل است. نیازهای دیگر که درسطحی بالاتر قرار میگیرند، عبارتند از: پرداخت بهتر، مقادیر کمتر تلرانسها، نرخ تولید بالاتر، اشکال پیچیده، انتقال اتوماتیک دادهها و ساخت در مقیاسهای خیلی کوچک (مینیاتوری)، ایجاد سوراخ (با زوایای ورودی کم، غیر دایرهای، با اندازه ای میکرونی، نسبت ابعادی زیاد، تعداد زیادی سوراخ ریز در یک قطعه کار، سوراخهای منحنی شکل، سوراخ بدون پلیسه و…)در مواردی که سخت ماشینکاری میشوند، موارد دیگری است که فرایندهای مناسب رامی طلبد.
ویژگیهای مذکور عموما در محصولاتی موردنیاز هستند که در صنایعی نظیر هوا فضا، رآکتورهای هستهای، موشکها، توربینها بایگانی شده در ۱۳ مه ۲۰۱۷ توسط Wayback Machine، اتومبیل هاو… استفاده میشوند؛ بنابراین نیاز به ابزار و فرایندهایی که بتوانند به دقت و سهولت هر چه بیشتر اشکال پیچیده و دقیق را در موادی با کمترین توانایی ماشینکاری ایجاد کنند احساس میشود.
تعریف فرایند
تاریخچه این فرایند به اواخر قرن هجدهم برمیگردد. درسال ۱۹۶۰ ترانزیستورها و پالس ژنراتورها به کار گرفته شدند. در سال ۱۹۳۰ آی سیها و استفاده از آنها در این فرایند همچنین در حوالی ۱۹۸۰ ریز پردازندهها و استفاده از آنها برای کنترل حرکتها و فرایند متداول گردید.
فرایند ماشینکاری تخلیه الکتریکی
نحوه انجام فرایند
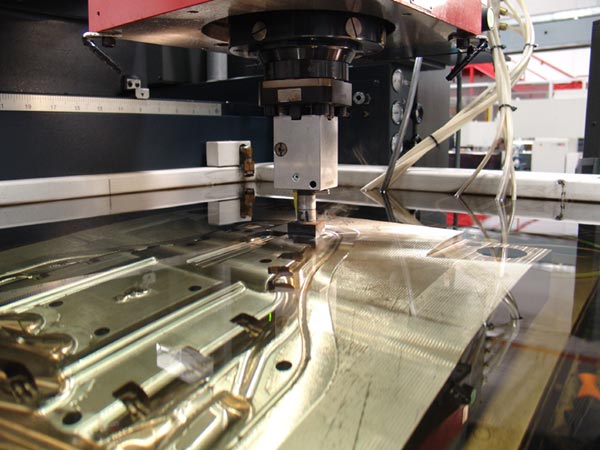
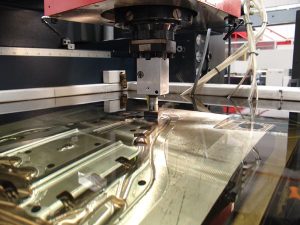
نحو انجام فرایند ماشینکاری تخلیه الکتریکی به این شرح است. این فرایند ماشینکاری به روش تخلیه الکتریکی که به فرسایش جرقهای نیز موسوم است یک روش براده برداری غیر سنتی است که در بین دو الکترود به نام های ابزار و قطعه کار که در فاصلهٔ معین و کنترل شدهای از یکدیگر قرار دارند و فضای بین آنها را سیالی به نام دی الکتریک پرکرده است، در نزدیکترین پیک مخالف بین ابزار و قطعه کار، جرقه الکتریکی تولید میشود و براده برداری صورت میگیرد. امروزه مورد توجه پژوهشگران حوزه صنعتی، بکارگیری روشهایی برای بهینهسازی پارامترهای ورودی و خروجی فرایند تخلیه الکتریکی قرار گرفتهاست.
پارامترهای ورودی
۱- شدت جریان جرقه، از مهمترین پارامترهای ورودی و متأثر از جریان تنظیمی در فرایند ماشینکاری تخلیه الکتریکی به حساب میآید.
۲-زمان روشنی پالس پارامتری است که در انرژی پالس نقش مؤثری دارد. به علاوه بسیاری از پارامترهای مهم خروجی از قبیل سرعت باربرداری، فرسایش ابزار، صافی سطح و نیز فاصله ابزار و قطعه کار به این پارامتر وابسته است.
۳- ولتاژ مدار باز همچنین به ولتاژ بدون بار نیز معروف است، در فاصله زمانی وصل ولتاژ تا شروع جریان اعمال میشود و در پایداری فرایند مؤثر است. بطوری که باازدیاد آن میتوان فاصله ابزار و قطعه کار و در نتیجه پایداری فرایند را افزایش داد.
۴- پلاریته ابزار، از آنجا که عمدتاً اساس ایجاد جرقه، حرکت الکترونی و مبنای براده برداری و ایجاد چاله مذاب، برخورد ذرات باردار به ویژه یونهای مثبت پس از ایجاد جرقه در فرایند تخلیه الکتریکی است. حرکت الکترونها درون کانال ایجاد شده و تغییر شدت جابجایی آنها، باعث ایجاد میدان مغناطیسی القائی میشود. تغییر میدان القائی هم نیز باعث تغییر پلاریته الکترود که یک امر حتمی هست، خواهدشد.
۵- زمان خاموشی پالس، مقدار زمان لازم پس از قطع جرقه، به منظور سرد شدن قطعه کار و شستوشوی بهتر آلودگی هاست، به طوری که محیط رابرای ایجاد جرقههای مطلوب و پایداری بیشتر فرایند فراهم میکند.
۶- فاصله ابزار و قطعه کار، پارامتری است که در مدارهای وابسته به فاصله ابزار و قطعه کار بر روی تمامی پارامترها فرایند تأثیرگذاراست.
۷- انتخاب ابزار در فرایندهای تخلیه الکتریکی انتخاب ابزار براساس خواص فیزیکی و مکانیکی بسته به اینکه معیارهای سنجش پارامترهای خروجی در چه حد و اندازهای باشد، انتخاب میشود.
۸- دی الکتریک، الکتریک سیالی است که مقاومت زیادی در مقابل یونیزاسیون از خود و کوچک و محدود نگه داشتن کانال پلاسما و متعاقب آن تمرکز انرژی در کانال ایجاد شده، دی یونیزه شدن سریع و تقلیل زمان خاموشی پالس، سرد نگه داشتن محیط، شستوشوی آلودگیهای حاصل از ماشینکاری و جلوگیری از ایجاد ناپایداری، ایجاد فاصله کوچک و نزدیک بین دو الکترود و انتقال بهتر جزییات به قطعه کار ونیز ایجاد سختی سطحی به ویژه در ماشینکاری فولاد، نقش عمده دی الکتریک است. این سیال معمولاً از هیدروکربورهای زنجیری و خطی مانند نفت سفید و روغن ترانس انتخاب میشود.
۹- شستوشو، روش شستوشو در پایداری فرایندهای ماشینکاری و به تبع آن اخذ پارامترهای مهم خروجی به نحو مطلوب اهمیت دارد.
پارامترهای خروجی
۱-زمان تأخیر جرقه، از پارامترهای خروجی است که بسیاری از خصوصیات و رفتار پالسها را تحت تأثیر قرار میدهد و آن مدت زمان لازم از لحظه برقراری ولتاژ تا ایجاد جرقه است و مقدار آن از صفر (اتصال کوتاه یا جرقه آرک) تا طول زمان روشنی پالس (پالس مدار باز) متغیر است.
۲- ولتاژ جرقه، پس از ایجاد پل کانال بخار و پلاسما بین دو الکترود، ولتاژ بین دو الکترود از مقدار اولیه (ولتاژ مدارباز) به سرعت افت کرده و به سطح ولتاژ جرقه میرسد و در طول زمان جرقه به آرامی تنزل میکند تا اینکه جرقه قطع شود.
۳- شدت جریان جرقه، کلیه پارامترهایی که درشکل و مقدار جرقه مؤثرند در شدت جریان جرقه نیز اثر دارند. زمانی که مقاومت مایع دی الکتریک واسط دو الکترود میشکند شدت جریان جرقه با شیب تند و سریع به پیک خود نزدیک میشود تا پایان زمان جرقه با شدت کمی افزایش مییابد.
۴- سرعت براده برداری، مقدار حجم برداشته شده از قطعه کار در واحد زمان است. برای یک قطعه کار مشخص و ابزار باشکل، پلاریته معین ونیز دی الکتریک ثابت، سرعت براده برداری به عواملی از قبیل مقدار وشکل جریان جرقه، زمان روشنی و خاموشی پالس بستگی دارد.
۵- فرسایش نسبی ابزار، نسبت حجم کنده شده از ابزار به حجم برداشته شده از قطعه کار، فرسایش نسبی ابزار نام داردکه معمولاً برحسب درصد بیان میشود. تغییرات فرسایش نسبی ابزار و سرعت براده برداری عموما عکس یکدیگرند به طوری که در فرایند پایدار که سرعت براده برداری زیاد باشد فرسایش نسبی ابزار کم است.
۶- صافی سطح، ماهیت سطحی مواد ماشینکاری شده از پارامترهای مهم خروجی است که دقت و کیفیت ان حایز اهمیت است. صافی سطح ماشینکاری شده به مقدار انرژی جرقه که خود تابع پارامترهای مهمی از قبیل شدت جریان جرقه، ولتاژ و زمان جرقه است، بستگی دارد. از این رو کلیه عواملی که به نحوی در پارامترهای مذکور دخیل اند در صافی سطح مؤثرند. به علاوه ناپایداری فرایند و ارتعاشات ابزار نیز در صافی سطح اثر دارند.
نتایج تجربی
نتایج تجربی افزودن پودرهای رسانای فلزی به این شرح است که با افزایش جریان، مخصوصاً در فاصله ۵ تا ۷۵ میکروثانیه از دوره تناوب پالس که باعث افزایش نرخ براده برداری در حالت با پودر میشود، زبری سطح حالت با پودر نسبت به حالت بدون پودر بهتر میشود که این همان ماشینکاری سریع و دقیق تراست.
در ماشینکاری بادی الکتریک خالص شیار و خراشهای نامنظم و عمیق تری روس سطح قطعه کار ایجاد میشود که باعث زبری آن میشود؛ ولی با افزودن پودر به دی الکتریک، پودرها باعث توزیع انرژی تخلیه الکتریکی و اصابت به سطح قطعه کار وکم عمق شدن شیارها و منظم شدن حفرهها میشود و لذا صافی سطح بهبود مییابد.
درحالت استفاده از پودر، به دلیل افزایش گپ، برادهها به راحتی خارج شده و در نتیجه این روش پایداری بیشتری نسبت به حالت معمولی و بدون پودر دارد که این موضوع نقش مؤثرتری در افزایش نرخ براده برداری دارد.
درجریانهای کم درحالت پرداخت مقدار نرخ براده برداری حالت استفاده از پودر از حالت دی الکتریک بدون پودر بیشتر و صافی سطح بهتری نیز دارد.
انواع دستگاههای تخلیه بار الکتریکی
دستگاههای تخلیه بار الکتریکی را به سه گروه کلی تقسیم میکنند:
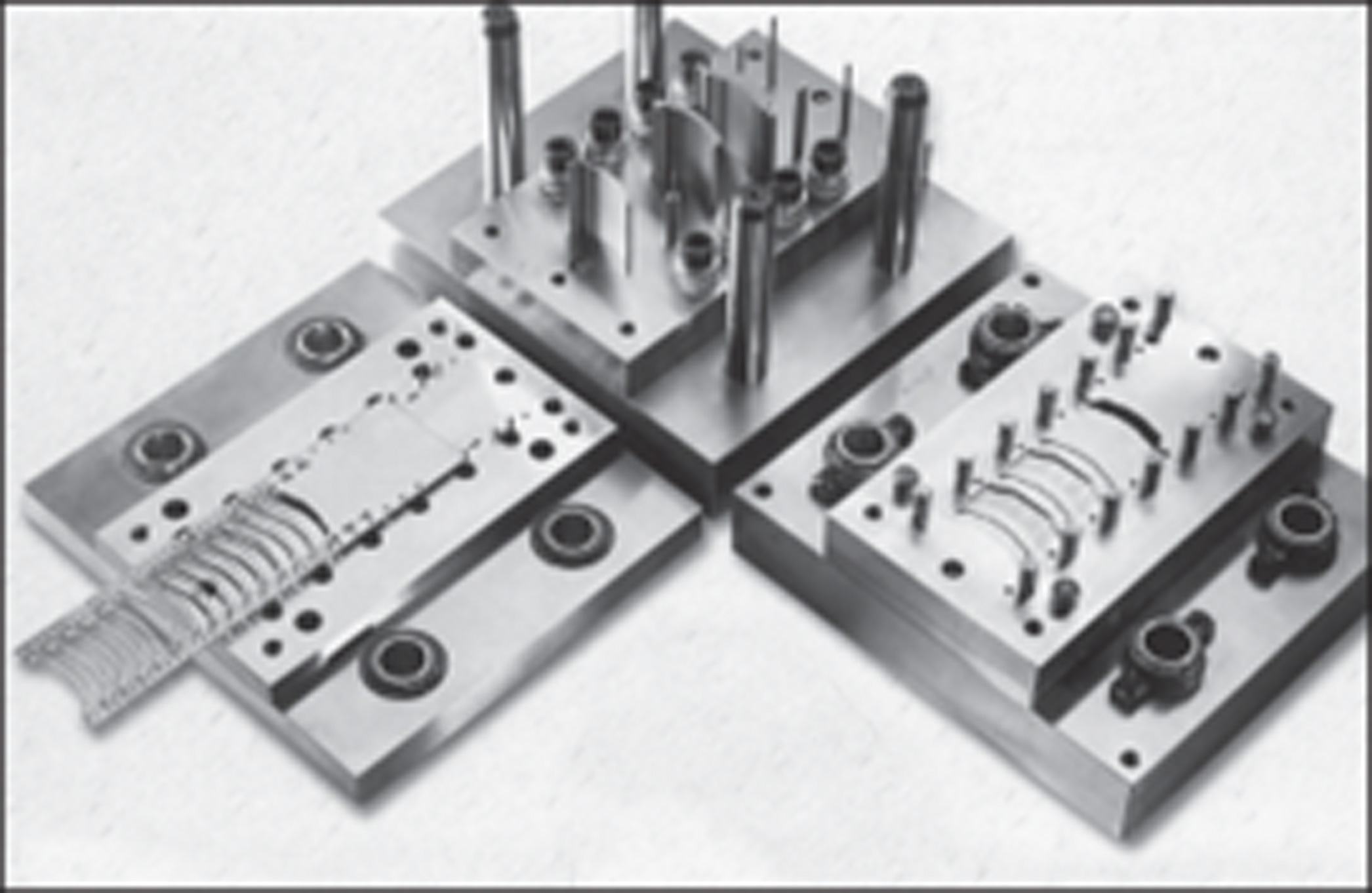
۱- در وایرکات یا «وایرکات ایدیام» یا «وایرکاتینگ» یک سیم نازک فلزی به متراژ بالا که معمولا از جنس برنج است و از یک قرقره تامین میشود در یک مایع نارسانا درون یک تانک قرار دارد.
از وایرکات برای برش صفحات ضخیم تا قطر 30 سانت استفاده میکنند تا سمبه، ماتریس یا ابزارهایی را از موادی بسازند که بسیار سخت هستند و ماشینکاری آنها با دستگاه های دیگر بسیار مشکل است.
۲- اسپارک قدیمیترین نوع دستگاه تخلیه بار الکتریکی است. این دستگاه نامهای بسیاری در زبان انگلیسی دارد از جمله:
Ram EDM, cavity type EDM, volume EDM, Sinker EDM, Die EDM, Die Sinker EDM, Vertical EDM, Plunge EDM, Traditional EDM
که در ترجمه تحتالفظی میتوان گفت: ماشین تخلیه الکتریکی رم، ماشین تخلیه الکتریکی حفره ساز، ماشین تخلیه الکتریکی حجمساز، ماشین تخلیه الکتریکی فرو رونده، ماشین تخلیه الکتریکی قالبی، ماشین تخلیه الکتریکی عمودی و ماشین تخلیه الکتریکی سنتی اما در زبان فارسی و در میان صنعتگران ایران معمولا هر وقت نام «اسپارک» برده میشود منظور این دستگاه است.
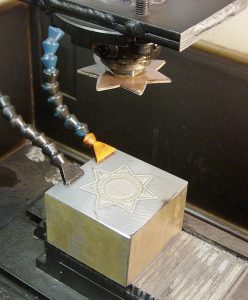
در این حالت یک قطعه معمولا مسی (سمبه) با شکلی ساده یا پیچیده مرتبا به یک قطعه کار بسیار نزدیک شده و دوباره فاصله میگیرد و به این ترتیب در هر بار نزدیک شدن جرقههای پیوسته الکتریکی ایجاد میکند.
الكترود و قطعه کار هر دو درون روغن یا گازوئیل قرار دارند. جرقههای ایجاد شده باعث جدا شدن ذرات بسیار ریزی از قطعه كار شده و گازوئیل آنها را از محل شستشو میدهد و به این ترتیب به آرامی و در مدت زمانی طولانی روی قطعه کار شکل سمبه ایجاد میشود.
۳- از ماشینهای تخلیه الکتریکی سوراخکاری یا سوپر دریل برای ایجاد سوراخهای بسیار ریز و عمیق در قطعات فلزی استفاده میشود. میتوان گفت که این دستگاه در واقع نوعی خاص از دستگاه اسپارک است که فقط برای ایجاد سوراخ استفاده میشود.
در این روش یک مفتول فلزی (الكترود فلزی) به آرامی به قطعه کار نزدیک شده و جرقههای الکتریکی ایجاد میشود همزمان مایع دیالکتریک در محل ایجاد جرقه به طور پیوسته جریان دارد تا ذرات ریز و بخار شده فلز را شستشو دهد.
سوراخکاری دقیق در این روش و توانایی سوراخکرن سختترین فلزات باعث شده تا این روش در صنعت مورد توجه قرار بگیرد بویژه در صنایع هوایی که نیاز به سوراخکاری دقیق در فلزات بسیار مستحکم است؛ مانند سوراخهای روی باله هواپیما جهت خنک شدن آن. یا سوراخکاری روی بلبرینگها یا توربینها و غیره.
سیم وایرکات
نقش سیم وایرکات انتقال جرقه است و باید رسانایی خوب و استحکام کافی داشته باشد. بطور کلی دو نوع سیم مصرف شونده و رفت برگشتی وجود دارد.
سیمهای مصرفی در وایرکات از جنس مسی یا برنجی با پوششهای متفاوت روی و اکسید روی بی فرمولهایی برای برش بهتر است. اخیراً کشورهای کره تایوان و چین محصولات خوبی ارائه کردهاند. این سیمها با کششهای متفاوت معمولاً ۹۰۰–۵۰۰> نیوتن بر متر مصرفی بوده و به دلیل فرسودگی با جرقه وافت سایز فقط یکبار مصرف میشوند. سیمهای رفت و برگشتی عمدتاً” ترکیبات مولیبدن وتنگستن است.
مزایا
یکی از مزایای اختصاصی وایرکات اساس کار به صورت تخلیه الکتریکی است. با این روش اسپارک مانند فشاری روی قطعه کار و محورهای دستگاه نیست و این دستگاه به صورت میکرون به میکرون حرکت میکند و مادامی که از کامپیوتر خود فرمان میگیرد، بدون هیچ خطایی در مسیر خود حرکت میکند.
با این مزیت میتوان انواع قطعات دقیق و قالبهای مرحلهای سنبه و ماتریس و پلاستیک را طراحی و اجرا کرد. به عنوان مثال در قالبهای مرحلهای نمیتوان قابلیت وایرکات را با بقیه دستگاهها حتی فرز CNC مقایسه کرد. چون در تمام طول و ارتفاع به صورت یکسان براده برداری میکند.
این توانایی را در هیچیک از دستگاههای فرز یا تراش CNC نمیتوان مشاهده کردٍ همچنین متریالهای رسانا را که سختی بسیار بالایی دارند و با هیچ ابزار نمیتوان آنها را ماشینکاری کرد با این روش به راحتی قابل براده برداری است.
محدودیتها
پیچیدگی و گسترده بودن سیستمهای وایرکات ضمن بالا بردن هزینههای اولیه باعث ایجاد حساسیت در کار این دستگاه شده و هزینه نگهداری بالایی را موجب میشود. بهطوریکه تمامی سیستمها باید دائماً کنترل و سرویس و احیاناً تعویض شوند. کوچکترین اعمال باعث دردسرهای بزرگ بعدی خواهد شد.
سنگزنی با تخلیه الکتریکی
مبانی و اصول فرایند
سنگ زنی به روش تخلیه الکتریکی یک فرایند فرسایش با جرقه الکتریکی است که برای ماشین کاری دقیق قطعات هادی یا نیمه هادی الکتریکی استفاده میشود.
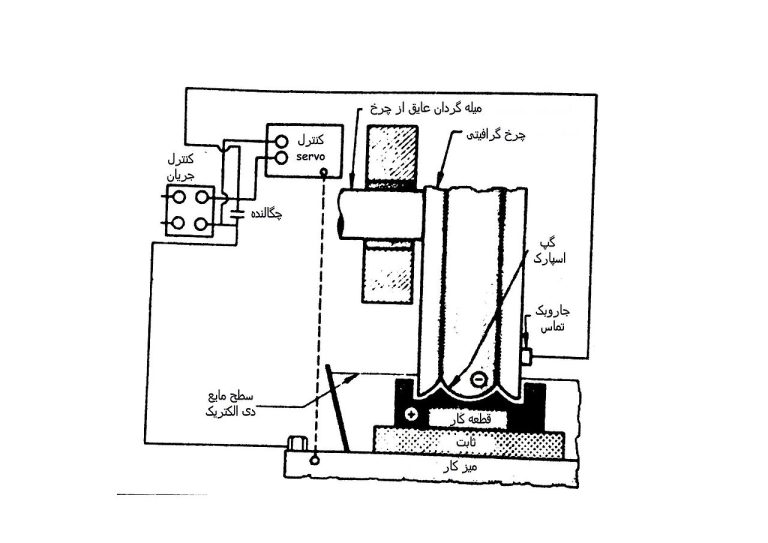
اگر چه اصول این فرایند همان اسپارک معمولی است، ولی تفاوتهایی وجود دارد که آن را به عنوان یک فرایند منحصر به فرد نشان میدهد. در این روش یک چرخ سنگ زنی دوار و هادی الکترونی به عنوان الکترود یا ابزار برشی به همراه قطعه کار در وان دی الکتریک که حاوی یک هیدرو کربن به عنوان دی الکتریک است قرار دارند.
منبع قدرت قادراست در هر ثانیه بیش از دویست و پنجاه هزار پالس تولید کند. در این فرایند ابزار (سنگ) به قطب منفی و قطعه کاری به قطب مثبت وصل میشوند.
مایع دی الکتریک از میان گپ کوچکی که بین سنگ و قطعه کار وجود دارد جاری میشود و حرکت چرخشی سنگ جریان ممتد و یکنواخت این مایع را تضمین میکند، از این رو بسیاری از مشکلات شستوشو در اسپارک معمولی را تا حدودی مرتفع میسازد.
جریان منقطع پالسی، یک جرقه الکتریکی کوچک در کوتاهترین فاصله بین سنگ و قطه کار ایجاد میکند و چاله کوچکی از مذاب فلز در نقطه اصابت جرقه تشکیل میشود.
در اثر حذف جرقه، فلز مذاب از روی قطعه کار بیرون ریخته میشود و در نتیجه این عمل گودال کوچکی باقی میماند. این عمل صدها و هزاران بار در در ثانیه و در طول مدت فرایند EDG تکرار میگردد.
با توجه به اینکه هیچ اتصال مکانیکی بین سنگ و قطعه کار وجود ندارد، فرایند EDG در مقایسه با روشهای سنگ زنی مکانیکی از قابلیت زیادی برخوردار بوده و با این روش میتوان قطعات سخت و ترد را ماشین کاری کرد یا برش داد وبا تیز کردن سنگها و تراش آنها اشکال پیچیده پدیدآورد، در صورتی که ماشین کاری این مواد با سنگ زنی معمولی و استفاده از سنگهای الماسه هزینه زیادی خواهد داشت.
شمای کلی ماشین کاری به روش EDG
تجهیزات
تشابه زیادی بین ماشینهای EDG و EDM (ماشینکاری تخلیه الکتریکی) و ماشینهای سنگ معمولی وجود دارد. سیستم مولد قدرت، سیستم هدایت دی الکتریک و سیستم فیلتره و صاف کردن دی الکتریک آنها، تقریباً مشابه سیستمهای EDM معمولی است. همچنین حرکت دورانی محور ماشین و نحوه نصب و سوار کردن آن دقیقاً شبیه ماشینهای سنگ پیشانی است. شکل ظاهری سنگ و سیستم چرخش خودکار ان در EDG و ماشین سنگ معمولی کاملاً یکسان h است.
سنگها
سنگهای استفاده شده در EDG معمولاً از نوع اسفنجی (متخلخل) و از جنس گرافیت با گرید پایین است.
معمولاً قطر آنها ۱۰۰ تا ۳۰۵ میلیمتر و عرض آنها ۰٫۲۵ تا ۱۵۲ میلیمتر است. در فرایند EDG سنگهای ماشین کاری و شکلدهی از ترکیبات گرافیتی هستند، ارزان بوده و مواد فولادی را با سرعت بسیار زیادی ماشین کاری میکنند.
در مقایسه با چرخ سنگزنی با الماس، سنگها یکی از منابع کاهش هزینه در فرایند EDG هستند. برای مثال هزینه سنگ فرم الماس ۱۵۰–۱۵۰۰ دلار و هزینه یک سنگ فرم EDG تقریباً ۵۰ دلار است.
در اثر این نوع فرایند، سنگ فرسایش مییابد و قطعه را نیز میساید. اگر چه در یک نسبت خیلی کم، خوردگی در قطعه کار نیز پیش میآید. در اثر فرسایش، سنگ دقت اولیه اش را از دست میدهد، از این رو تراش سنگ تقریباً بعد از هر مرحله ماشین کاری انجام میگیرد.
سیستم خودکار Servo – drive system
سیستم خودکار EDG یک سیستم منحصر به فرد بوده به طوری که در این سیستم سنسورهایی در محل تعبیه شده که گپ ثابت بین سنگ و قطعه کار را در تمام مدتی که عمل تغذیه و هدایت قطعه کار را در تمام مدت به زیر سنگ لازم باشد، بهطور دینامیکی تأمین میکند.
این عمل از طریق سیستم نظارت الکتریکی تقویت شده در فاصله گپ ماشین کاری انجام میگیرد و نتایج به دست آمده را با محدوده تنظیم شده و فاصله گپ مورد نظر مورد مقایسه قرار میدهد. در این سیستم اگر مدار حس کند که گپ ماشین کاری از مواد برداشته شده و آلودگیها مسدود شده باشد قطعه کار اجازه خواهد داد تا گپ قبل از هر اقدامی تمیز شود.
پارامترهای فرایند
ماشینهای EDG قابلیتهای بسیار زیادی دارند. شدت جریان این نوع ماشینها محدوده ۰٫۵ – ۲۰۰ آمپر را شامل میشود. با افزایش جریان، سرعت براده برداری افزایش مییابد. به هرحال با افزایش جریان سطح به دست آمده خشن و ناهموار بوده و عمق و ناحیه متأثر از حرارت نیز زیادتر میشود، جریان اسپارک رابطه بین گپ و قطعه سنگ را تعیین میکند که روی سطح پرداخت مؤثر است، بهطوریکه اگر گپ بیشتر شود سطح پرداخت صافتر خواهد شد. محدوده فرکانسی این نوع از ماشینها معمولاً بین ۵۰ – ۲۵۰ کیلو هرتز قابل تنظیم است. به طوری که فرکانس بالاتر سطح پرداخت صاف تری را موجب میشود.
سرعت سنگ EDG تا حد زیادی کمتر از سرعت سنگ زنی معمولی است. سنگی به قطر ۳۰۵ میلیمتر باید در بهترین حالت تقریباً با ۱۲۵ دور بر دقیقه کار میکند.
قابلیتهای فرایند
با توجه به ویژگی عدم اتصال و برخورد در فرایند، EDG فرایندی فوقالعاده مفید است و قطعات نازک و خیلی ظریف و ترد و همچنین مواد سخت به راحتی با این فرایند سنگ زنی میشوند. سنگ زنی با تخلیه الکتریکی قادر است قطعات فوقالعاده سخت را سنگ بزند. برای مثال کاربیدها با EDG 200-300% سریعتر از سنگ زنی معمولی با الماس سنگ زده میشوند. سطح پرداخت به دست آمده با این روش برای کاربیدها ۰٫۲ میکرون و برای فولاد ۰٫۳ میکرون است. دقتی که با این روش حاصل میشود برابر ۰٫۰۰۲۵± است.